Ce télescope est localisé à 3 km au sud de Grenoble la qualité du site est très médiocre.
Ce télescope a été construit suite à l’achat à un très bon prix d’un miroir de 600mm qui était utilisé dans une manip infra rouge à 10µm. Je n’attendais rien de la qualité optique mais le miroir ébauché à environ 3m de focale était intéressant. L’épaisseur du verre est de 42mm donc malheureusement en verre ordinaire sodo calcique (glace de St Gobain ). Il fallait envisager une monture pour un tel instrument d’environ 3m de focale avec la contrainte que le télescope rentre dans l’abri existant qui contenait à l’époque un 300mm à berceau.
Il n’était pas envisageable d’y faire tenir un berceau aussi je me suis orienté vers une monture style Porter [1] avec fer à cheval. Pour raccourcir le tube et l’escabeau d’observation j’ai replié le faisceau à 45° vers le bas au lieu de 90° comme c’est le cas du télescope de 800mm de St Michel de Provence. Cela permet d’utiliser un plan circulaire comme miroir de renvoi et s’il existe, l’astigmatisme du secondaire est beaucoup moins nuisible que dans le cas d’un renvoi à 90° [2]. Le plan fait 170mm de diamètre et a été taillé en utilisant la méthode des trois plans travaillés les uns sur les autres.
Le télescope en configuration 500mm
Le télescope en configuration 600mm
Modification GOTO du télescope
Construction du télescope
Pour se faire une idée du télescope et de son encombrement j’ai réalisé une maquette en carton figure 1 qui permet de visualiser les divers composants et de voir la compacité de la structure
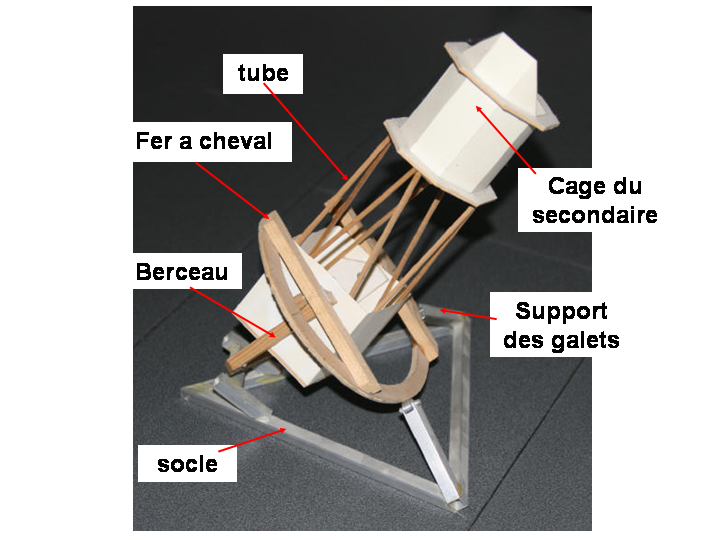
figure 1 : première maquette du télescope
Compte tenu de la taille du projet la monture a été réalisée en tubes et cornières soudées on est parti de tubes carrés de 100mm*100mm. Le point délicat s’il en est, est la réalisation du chemin de roulement du fer à cheval. Il paraissait impensable de faire usiner une telle pièce compte tenu de sont coût prohibitif. La solution retenue a été d’utiliser un fer plat de 10mm d’épaisseur cintré à froid par une entreprise spécialisée. Si le travail est bien fait, la circonférence est pratiquement parfaite. Compte tenu de la longueur des barres existantes et des diamètres des roulements à billes j’ai opté pour un roulement à double rangée de billes de 72mm de diamètre (skf ref 4306A ) et un diamètre de fer à cheval de 1723mm (72mm*23.93) pour avoir un galet d’entraînement qui fasse un tour par heure. L’ensemble de la monture est réalisée pour un angle de 45° (longitude de Grenoble), compte tenu des erreurs de réalisation et pour pouvoir positionner parfaitement le fer à cheval dans un plan perpendiculaire aux axes des galets le palier sud est réglable finement en X,Y au moyen d’une plaque logée dans un cadre. Le palier est fixé sur cette plaque. La plaque peut déplacée dans le cadre au moyen de butées latérales et horizontales. Le palier Sud est monté sur un roulement oscillant. La mise en station se fait au moyen de 3 vis de 25mm logées dans le socle qui permettent de basculer tout le télescope. Les photos illustrent quelques aspects de la construction.

Figure 2 : Support des galets du fer à cheval. Les tubes ont une section de 100mm. La barre de contrôle permet de vérifier que les deux galets sont bien parallèles
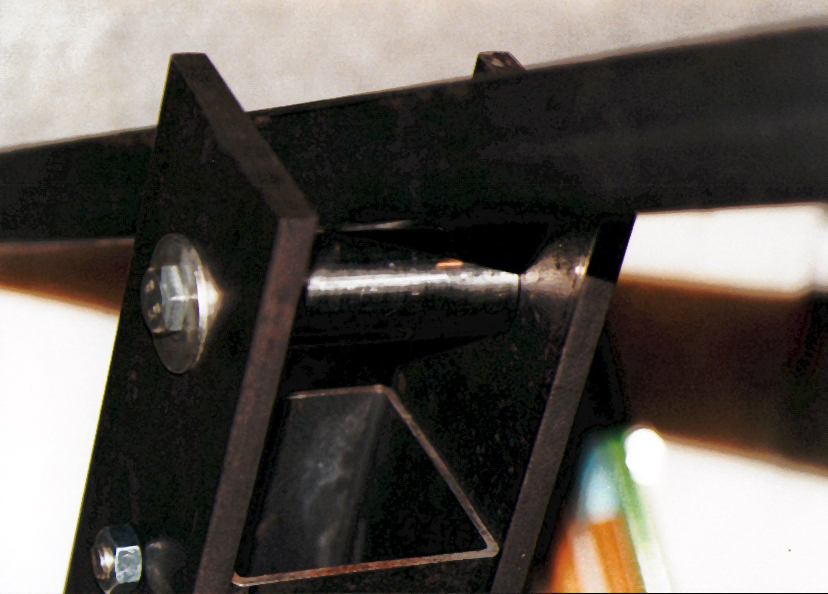

Axe du futur galet Ouest axe du futur galet Est servant à l’entraînement

Socle du télescope avec le support des galets en cours de soudure

Mise en place du support des galets sur le socle du télescope

Fer à cheval et berceau en cours de construction Le fer à cheval est un fer plat de 100mm de large, cintré à froid et non usiné. Le faux rond n’excède pas 1mm sur un diamètre de 1723mm
La structure constituant le tube du télescope est réalisé en tubes soudés, le fond est carré pour accueillir facilement le barillet qui comporte 9 triangles montés sur des roulements oscillants. Les butées latérales du miroir sont constituées par des roulements à billes qui viennent porter la tranche du miroir ce qui évite au maximum les soucis d’astigmatisme liés au barillet. La cage supérieure en contreplaqué porte l’araignée le miroir secondaire et le porte oculaire. Elle est hexagonale par soucis d’esthétique et d’encombrement (poids)

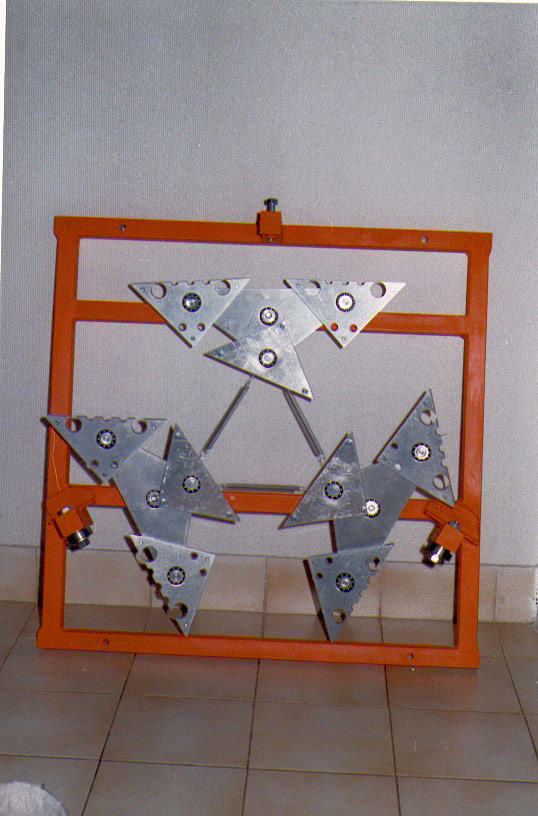
Les deux partie du tube: la cage avec le chemin Le barillet avec 27 points et supports latéral
Optique à 45° et le support du miroir plan. du miroir sur roulements à billes
Le tube en profilé est dans le fond
Lorsque
la monture a été terminée, compte tenu qu’il fallait complètement retailler le
primaire de 600mm j’ai adapté le télescope pour recevoir un 500mm à F/D=5 que
j’avais en ma possession. Cette fois ci le plan est à 45° et le faisceau est
renvoyé à l’ouest. J’ai donc une monture qui peut recevoir indifféremment un
500 F/D=5 ou un 600 F/D=5.
Taille du miroir de 600mm
Outil de doucissage
La surface optique étant déplorable le miroir a été complètement retaillé. Pour cela un outil en plâtre a d’abord été moulé sur le miroir. Une feuille de démoulant a été placée sur la surface du miroir puis un ruban en carton style carton à dessin d’une dizaine de cm d’épaisseur a été enroulé autour du miroir posé face optique vers le haut. Le tout a été rendu imperméable au moyen d’un ruban d’emballage, la bande de carton est serrée sur la tranche du miroir au moyen d’une cordelette. Lorsque le tout paraît étanche le plâtre est coulé, l’outil réalisé fait 3cm d’épaisseur sur le bord. Après durcissement, il faut compter 3 semaines environs pour que l’outil sèche, la surface convexe a été recouverte de carreaux de céramique hexagonaux achetés chez Willman Bell aux états unis. Les carreaux ont étés collés à l’araldite ce qui m’a valu pas mal de surprise car compte tenu de la convexité de l’outil, tant que la colle n’était pas sèche, les carreaux avaient tendance à fuir vers l’extérieur (j’ai posé les carreaux sur l’outil). Une bien meilleur technique est d’utiliser le miroir en le recouvrant de carreaux après protection de la surface par une feuille de papier d’emballage ou de calque, puis de poser l’outil recouvert d’une couche abondante de colle par dessus. Une fois le tout réalisé, le plâtre a été peint avec 3 couches de peinture pour sols style alkyde uréthane ce qui imperméabilise le tout ( on peu tremper l'outil dans l'eau sans problèmes). C’est un peu de travail mais somme toute très économique et compte tenu de l’ébauche existante il n’y avais pas moyen de faire autrement. L’outil est léger ce qui est un avantage pour le travail manuel. Le doucis a été repris à poste fixe à la main à partir de l’émeri 1mn pour supprimer toute trace d’astigmatisme et roder les carreaux sur la surface du miroir. Au changement d’émeri il faut soigneusement nettoyer les interstices entre les carreaux qui sont en partie comblés par l’araldite. Un seul grain restant peut tout ruiner.

figure 2,1: Le miroir en cours de doucissage. La pagaille sur la photo n’est pas de mise lors du travail de l’optique!
Table à polir
Le polissage à la main bien qu’envisageable ne me réjouissait pas car après avoir fait plusieurs 500mm je savais que le travail serait épuisant. Aussi j’ai entrepris de réaliser une machine à polir ce qui me tentait depuis pas mal de temps. Ne disposant que de peux d’informations hormis celles trouvées dans Télescope Making et dans une copie de la 108iem réunion de la commission des instruments de la SAF en 1957 (figure 2,2 ), je me suis lancé dans la réalisation d’une machine du type de celle de Hindle (TM1 pp234). Ce type de machine permet de travailler indifféremment miroir dessus ou dessous ce qui est un avantage dans mon cas compte tenu de la flexibilité du miroir (R4/e2 = 46000) et du risque d’astigmatisme induit par la table support.
Le miroir est porté par un plateau (T sur la figure ci dessous) de 700mm de diamètre réalisé en contreplaqué collé et tourne autour de l’axe A à la vitesse de 0.75 tour minute. Le miroir repose sur la table au moyen d’un coussin élastique et 3 cales latérales le maintienne en position. L’axe B est entraîné par un vieux moteur de machine à laver (figures 2,3 2,4 ) à la vitesse de 27t/mn. Il comporte un plateau excentrique P (figure 2,6) qui transmet le mouvement à l’outil au moyen d’un système articule G dit crocodile. L’axe B entraîne l’axe D au moyen d’une courroie crantée avec une démultiplication de 6. Les roues crantées de grand diamètre assurant la démultiplication du coté de l’axe D et A sont réalisées en bois (diamètre 480mm) sur lesquelles on a collé à l’envers une autre courroie crantée. Les dents ne s‘engrènes pas toutes mais c’est suffisant pour assurer l’entraînement et c’est économique.
Le châssis de la machine figure 2,5 fait 60cm*190cm pour une hauteur de travail de 80cm au niveau de la table porte miroir. Il est réalisé par soudure de tubes carrés en fer de 40mm.
Le crocodile articulé est réalisé en trois morceaux figure 2,8
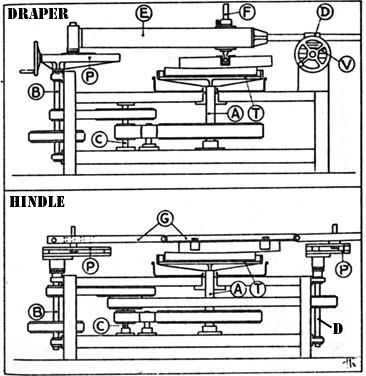
Figure 2,2: principe de la machine de Draper et de Hindle d’après l’astronomie bulletin de la SAF compte rendu de la 108ieme séance de la commission des instruments 1957
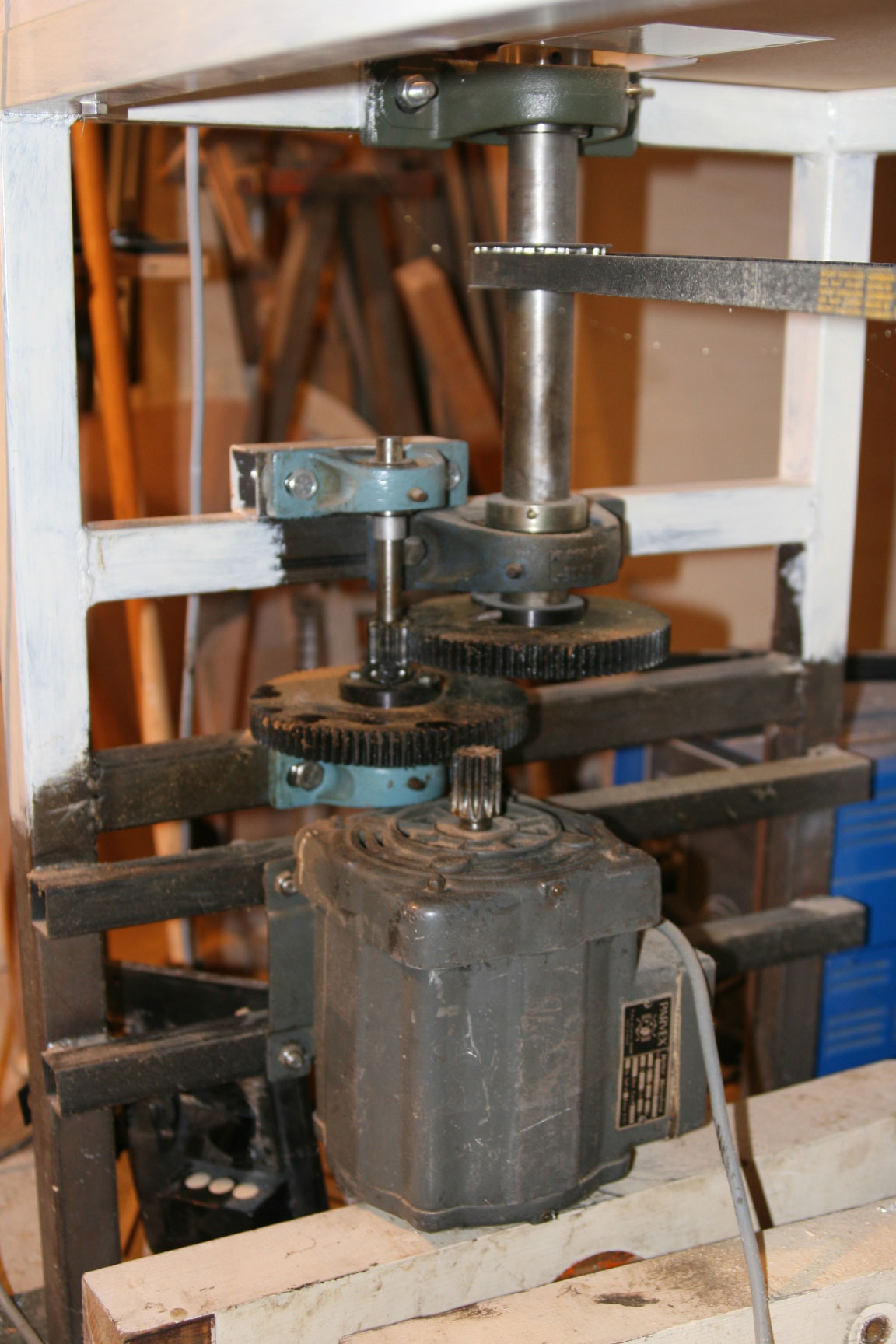
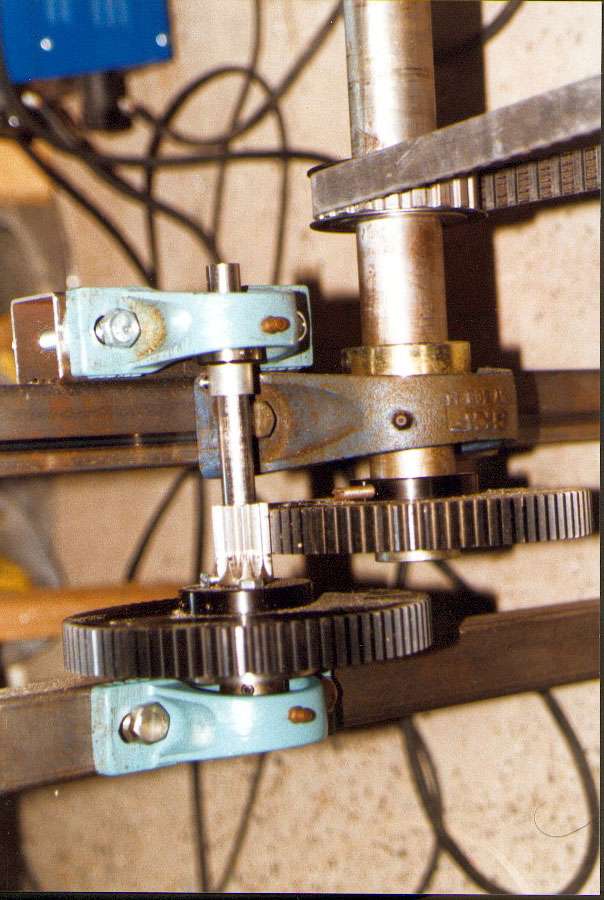
Figure 2,3 système d’entraînement de la Figure 2,4 système réducteur comportant 2
table à polir le moteur fait 1440t/mn et pignons de 80 dents et un pignon de 10 dents
porte un pignon de 12 dents au module 2 la réduction est de 53, l’axe B fait 40mm

figure 2,5: le châssis en cours de construction. On voit l’excentrique de l’axe D et les roues en bois entraînées par les courroies crantées

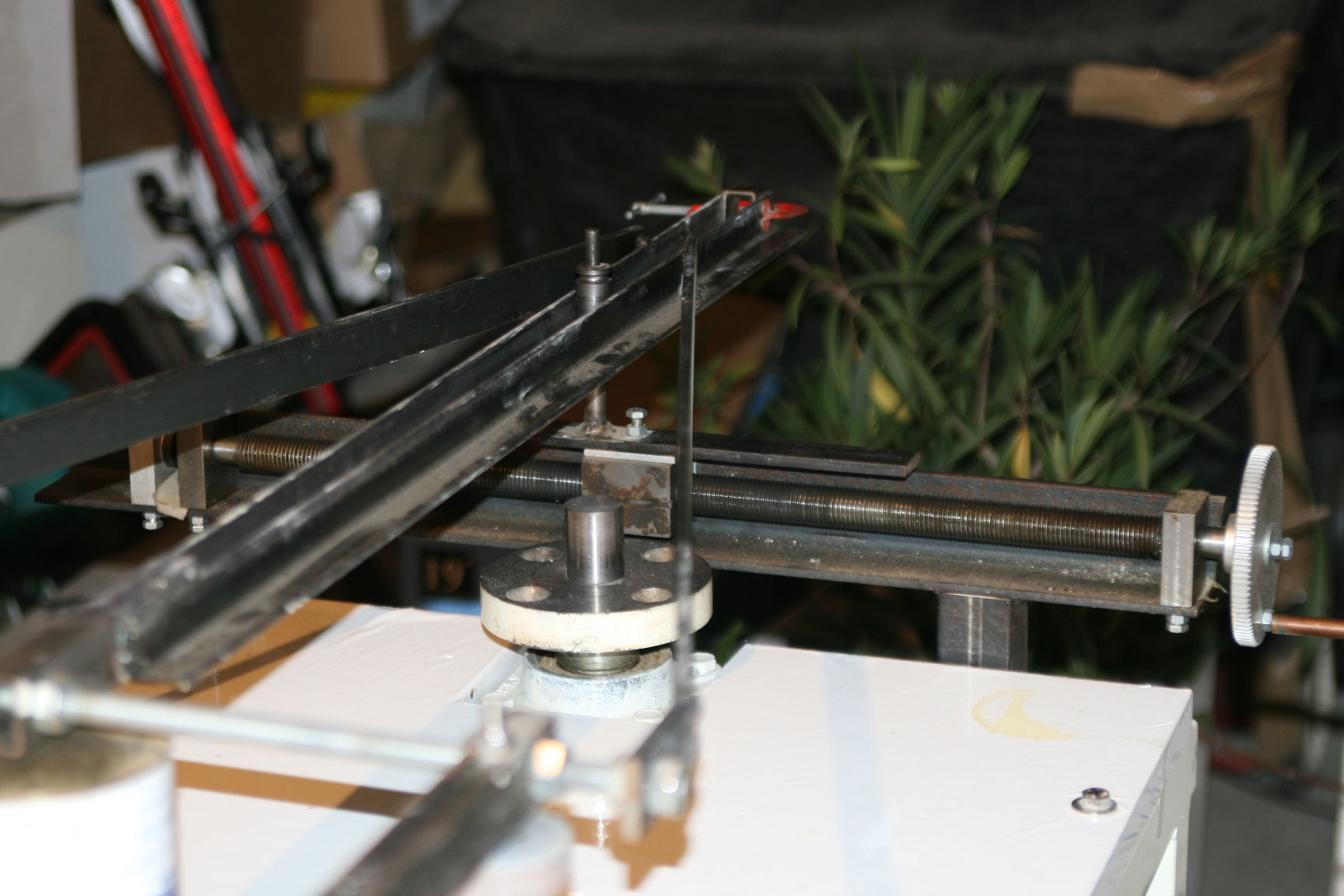
Figure 2,6 : excentrique réglable en bout d’axe Figure 2,7 glissière à l’extrémité du crocodile sur cette photo l’excentrique de
l’axe D est remplacé par un axe pouvant être déplacé latéralement

figure 2,8 : Vue de la table porte miroir et du crocodile installé. Le crocodile articulé repose sur le dos de l’outil ou du miroir au moyen de 4 feutres, il pousse l’outil au moyen de 4 galets en caoutchouc

Figure 2,9: Axe A de 60mm portant la table et tournant à la vitesse de 0.75t/mn. La réduction se fait entre l’axe D et l’axe A
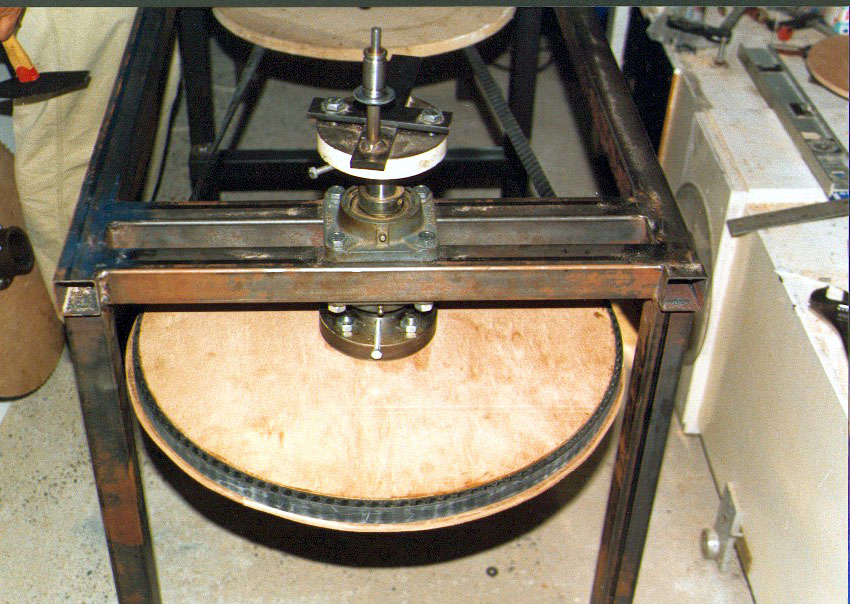
Figure 2,10: extrémité de la table au niveau de l’axe D qui fait 4.5t/mn la réduction est assurée par courroie crantée entre l’axe B et D

Figure 2,11 : Le miroir en cours de polissage avec outil dessus et miroir supporté par un barillet composé de triangles. Solution abandonnée au profit d’un coussin élastique. La casserole remplie de plomb sert à lester l’outil
Le télescope terminé en configuration 500mm

Premiers réglages télescope flambant neuf


Chercheur et guide de 200mm à F/D=5 vue coté nord du télescope on voit la camera CCD utilisée en

Le télescope en configuration nuit avec camera CCD au foyer . Le tube complètement ajouré posait des problèmes de turbulence une
« chaussette noire » recouverte d’une nappe à carreau améliore fortement la turbulence du tube (pas l’esthétique ! )

Entraînement : Moteur pas à pas 400 pas par tours avec premier réducteur 1/60 et vis sans fin attaquant une roue de 120 dents au module de 0.8 (HPC). La vis sans fin est en butée sur une bille portant sur une surface plane. Le galet d’entraînement est un roulement à bille de 72 mm qui fait un tour par heure. L'erreur qui n'est pas très périodique est de ± 2" d'arc


PILIER SUD VENTILATION DU PRIMAIRE


Secondaire a 45° rappel en déclinaison
Le télescope en configuration 600mm

le télescope et son abri avec l’ordinateur de prise de vue


Miroir secondaire à 22°5 avec son araignée Miroir primaire de 600mm


Porte oculaire à 45° platine X,Y sur le 200mm pour pointage et guidage

Modification GO-TO du télescope
Pour transformer le télescope et lui adjoindre un système de pointage GoTo il m'a fallu modifier le système d'entraînement en déclinaison. Le réducteur doit assurer le pointage mais aussi le guidage du télescope, aussi l’absence de jeu est primordiale. Mon choix s'est donc porté sur la réalisation d’un réducteur à base de courroies crantées. Le rapport de réduction du réducteur réalisé à partir de roues crantées standard est de 48 (6x8). L’entraînement du télescope en déclinaison est réalisé grâce à une chaîne enroulée sur une roue en bois de 101mm de diamètre et par un pignon de 18 dents. Le rapport de réduction total est de 48*18.5=888. Il faut donc 177200 pas au moteur (Sanyo Denki 103H7126-0440 200 pas par tours) pour réaliser une rotation de 360°. Un pas représente donc 7,3‘’ d’arc. Le moteur lors du guidage du télescope utilise un microcontrôleur qui découpe les pas en 128µpas (MCMTII). Chaque micro pas représente donc 0.06’’ d’arc ce qui assure un guidage avec une résolution inférieure au pouvoir séparateur du télescope. En mode pointage le télescope se déplace avec une vitesse de 2° par seconde. Les Moteurs sont alimentés par une alimentation continue de 30V 5A.
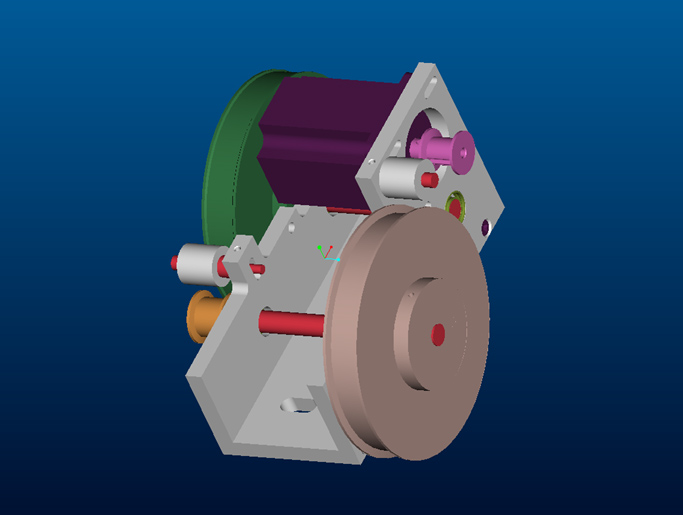
Réducteur en déclinaison
Le reducteur est constitué d' Le Le réducteur est composé d'un premier étage de réduction avec un rapport de 8 obtenu au moyen d'une roue 10 dents monté sur le moteur et d'une roue 80 dents monté sur un axe de diamètre 10mm. Cet axe est solidaire à son autre extrémité d'une roue de 14 dents qui entraîne une roue de 84 dents ce qui constitue le deuxième étage du réducteur. Les courroies sont tendues au moyen de galets ce qui fournis un système sans aucun jeux. A part les flasques dont les plans figurent Ici, les divers composants sont standards. Ce réducteur est fixé sur le berceau du télescope cf photos ci dessous et entraîne le télescope au moyen d'une chaîne type chaîne à vélo. La chaîne, peu coûteuse et très rigide, est tendue au moyen d'un tendeur (cf photo) composé d'une roue de chaîne tendue au moyen d'un ressort qui assure une tension raisonnable. L'ensemble fonctionne sans oscillations sauf en cas de vent. En ascension droite un étage (réduction 60) du réducteur existant à été supprimé cf photo . Le moteur est en prise directe au moyen d'une vis sans fin sur la roue de 120 dents. Le rapport de réduction est de 1436
Ce
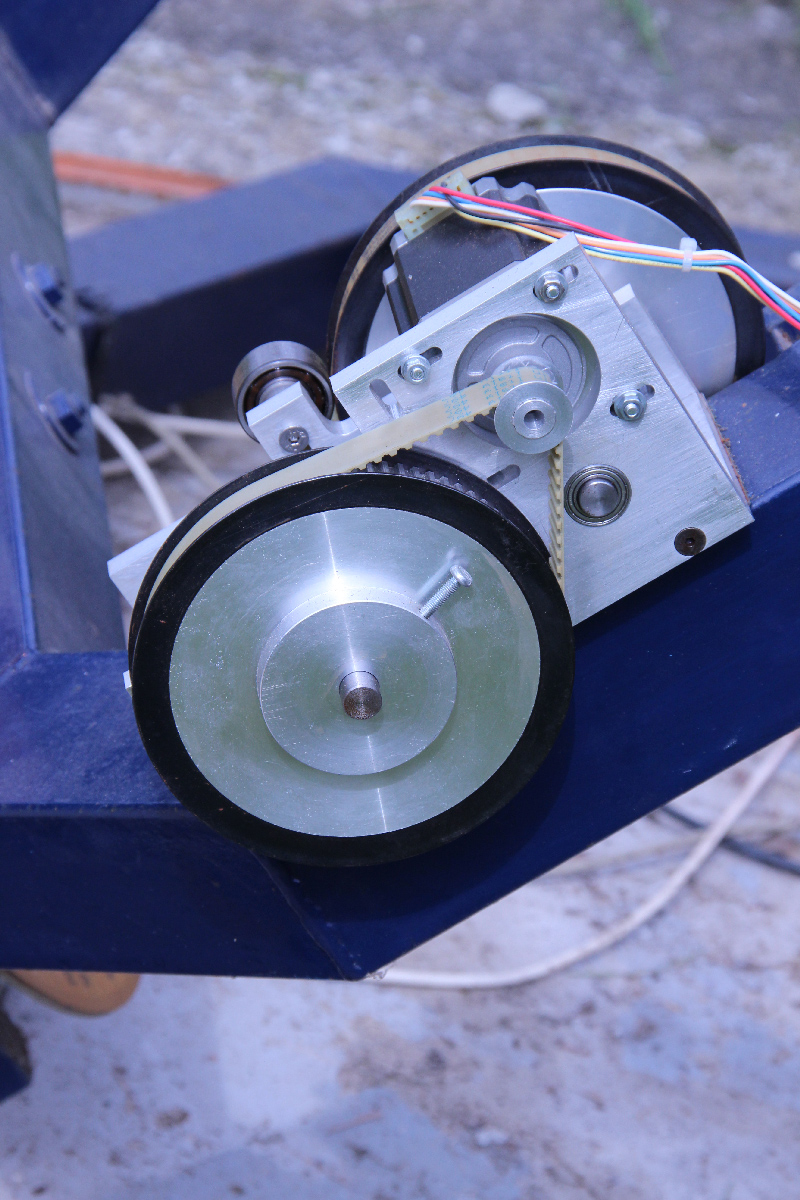

Entraînement en déclinaison réalisé: à gauche réducteur deux étages à courroies, à droite entraînement par chaîne.


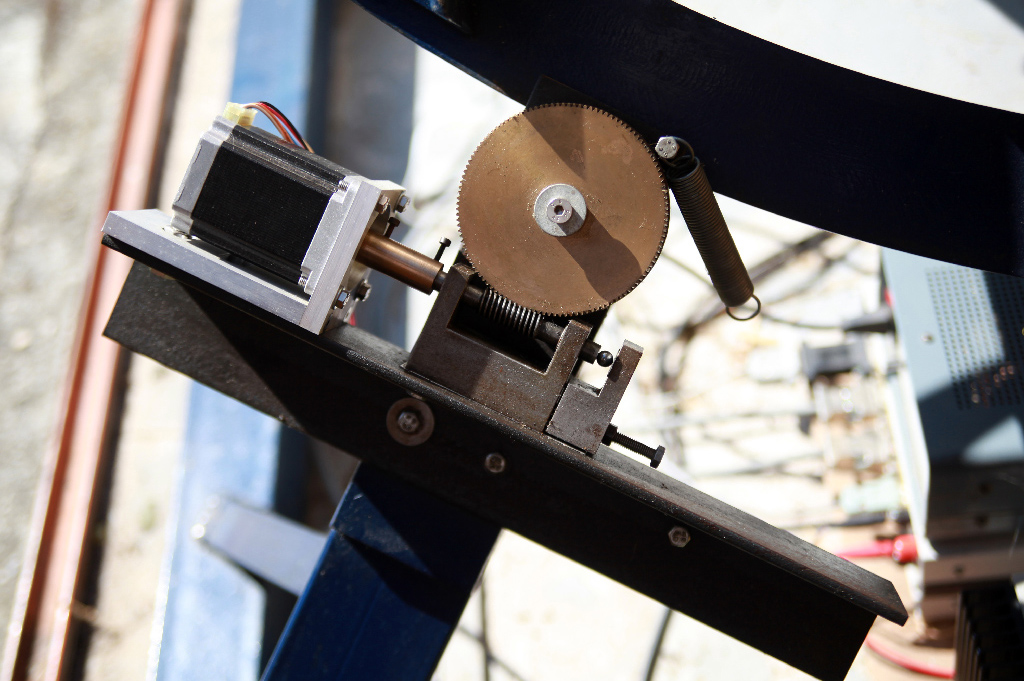

Entrainement en alpha après suppression du réducteur 60 HPC Tendeur de chaîne: Le ressort qui tire le pignon vers le bas n'est pas visible
Comparaison T500mm T600mm
ciel profond Messier1
Comparaison T500mm T600mm
Lune