Cette combinaison type Schmidt
Cassegrain (cf. figure 1) est très intéressante et somme toute plus facile à
réaliser qu'un
Schmidt avec doublet (on doit tailler un miroir
secondaire à la place du doublet). La qualité des images
limité par le sphéro chromatisme de la lame
conduit à des taches focales de 10µm dans tout le champ pour un spectre allant
de 0.4 à 0.8µm et pour une ouverture de 3. C'est équivalent au schmidt. Pour un
système plus ouvert, la qualité se dégrade à cause du chromatisme et la
solution Schmidt avec doublet est meilleure. Le primaire très ouvert est
pratiquement sphérique ou complètement sphérique suivant la solution retenue. L'obstruction
centrale est comprise entre 0.4 et 0.5 suivant le champ couvert. C'est
important mais il s’agit d'un télescope photographique. Le champ peut être
considérable (limité par l'obstruction) car les aberrations du 3ieme ordre sont
toutes corrigées et le champ est plan.
1) Les trois solutions possibles
3) Modification d'un Schmidt argentique
4) Méthode de réalisation de la lame par dépression
4.1 calcul de la dépression et du rayon de courbure de l'outil
4.2 réalisation de la casserole et de la lame
4.3 conseils pratiques pour la réalisation de la lame
Baker_type B : le primaire est très légèrement aspherisé et le secondaire est sphérique.
Le secondaire peut être taillé dans l'outil qui a servi à doucir le primaire et il est contrôlé par interférences sur le primaire avant asphérisation. La suite des opérations de taille des miroirs est la suivante:
On taille le miroir avec son
outil en verre (on part de glace de St Gobain de 19mm d'épaisseur en protégeant
la face arrière que l'on garde polie pour le contrôle interférentiel)
On poli le primaire sphérique
avec un outil en plâtre recouvert de poix (contrôle au Foucault)
On découpe le secondaire dans
l'outil on le poli avec un outil en plâtre
On contrôle le secondaire sur le
primaire (interférences)
On contrôle la lame sur le
primaire (Foucault)
On aspherise
le primaire (Foucault)
Le primaire peut être percé pour
rendre le foyer accessible et loger la camera CCD par exemple
Baker_type C : le primaire est sphérique le secondaire est légèrement asphérique
Cette solution est aussi bonne
optiquement que la solution B il faut aspheriser le
secondaire (¼ d'un Cassegrain)
On taille le miroir avec son
outil en verre (on part de glace de St Gobain de 19mm en protégeant la face
arrière que l'on garde polie pour le contrôle interférentiel)
On poli le primaire sphérique
avec un outil en plâtre (contrôle au Foucault)
On découpe le secondaire dans
l'outil on le poli avec un outil en plâtre
On aspherise
le secondaire contrôle du secondaire sur le primaire (interférences)
On contrôle la lame sur le
primaire (Foucault)
_Slevogt : les deux miroirs sont sphériques ce qui introduit un léger astigmatisme qui n'est pas gênant jusqu'à 1° de demi champ au moins. C’est la solution si on ne veut pas aspheriser un des miroirs (la faible asphérisation d’un des miroir n’est pas un gros travail)
La distance lame miroir est de
l'ordre de 1.4f contre 2f pour un Schmidt la combinaison est donc plus compacte.
La lame peut être taillée dans de
la glace de St Gobain à défaut de BK7 plus
transparent. On rends légèrement
sphérique la première face pour limiter le chromatisme et on aspherise la deuxième par
la méthode des poissons
par exemple ou par la méthode de
dépression sous vide dans ce dernier cas on part d'un
verre plus mince et on aspherise les deux faces. La
déformation est environs 2.5 fois la déformation du Schmidt équivalent mais
compte tenu de l'ouverture cela reste raisonnable.
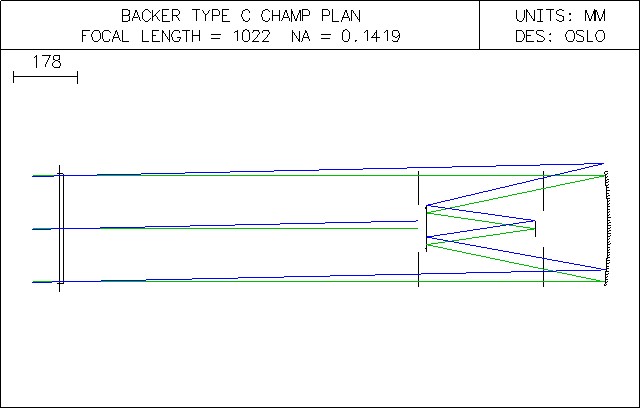
Le schéma optique du système est représenté
figure1 on vas comparer les trois combinaisons ouvertes à F/D=3
2.1 BAKER TYPE B F/D=3
SECONDAIRE SPHÉRIQUE
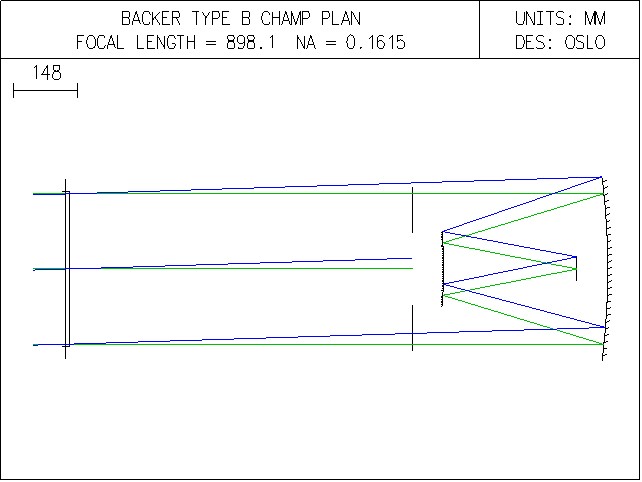
Figure 1 schéma optique du télescope Baker
BAKER TYPE B CHAMP PLAN:
1 80000 10.0 150.0 Asphérique BK7 C *
2 infini 1246.0 150.0 AIR
4 -1170 -380.5 176.6 miroir asphérique
5 -1170 -- 71.3 miroir
Image infini 309.15 23.5
plan focal
diamètre 47mm
*CONIC AND POLYNOMIAL ASPHERIC DATA
SRF Cv AD AE
1 1/80000 -2.0283e-10 -1.6038e-16
4
0.016 PRIMAIRE
bs1=0.016
Données optique
Baker B
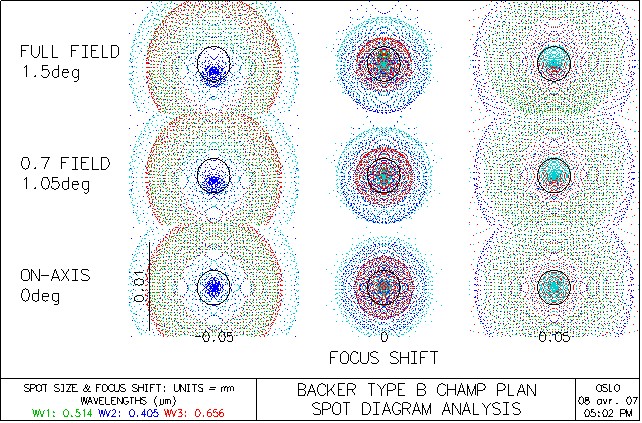
SPOT Diagramme
LAMBDA 0.4 0.8 µm:IMAGES DE 10µm DANS TOUT LE CHAMP
Le télescope est limité par la diffraction autour de la raie
verte du mercure
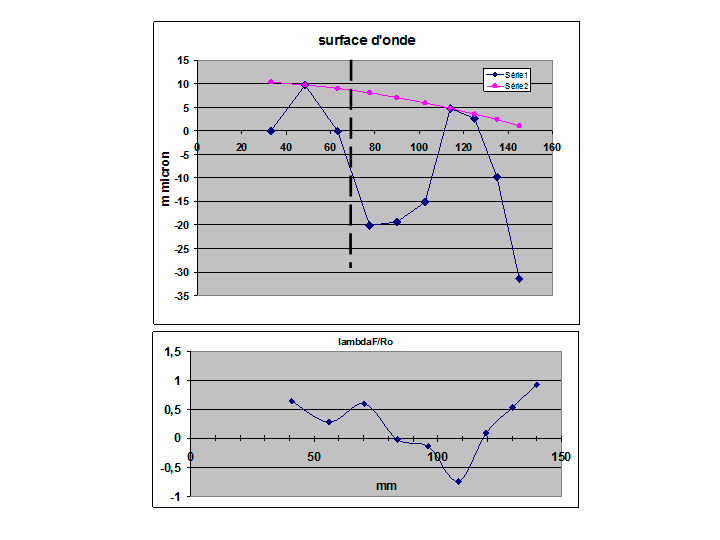
La forme de la lame est donnée ci-dessous :
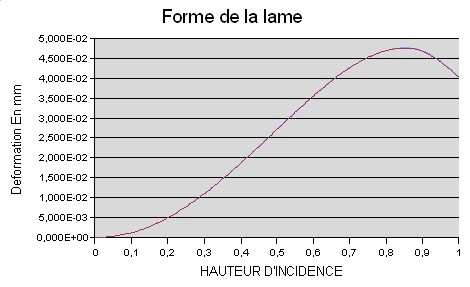
Son équation est 0.5 Cv r^2+Ad r^4+Ae
r^6 avec Cv=1/80000 Ad=-2.028E-10 Ae=-1.6E-16
Elle est indiscernable (cf. figure ci dessus) de l'équation 2.485
A
(ρ^4-1.44ρ^2) ou
ρ=2r/D
A=1/(512 (n-1)) (D^4)/(F^3)
F est la
focale résultante du télescope ici F=898mm
On peu tester la lame contre le primaire sphérique (f=585mm) l'aberration théorique est (double passage à travers la lame) x=2*2.485*(h^2)/2F ce qui permet le contrôle de la lame au Foucault
On peut également rendre
la face 2 sphérique et déformer la face 1 qui reste plane (méthode de taille des
poissons) dans ces conditions les paramètres de la lame sont:
Face 1: plane déformation 0.5Cv r^2+Ad r^4+Ae r^6
avec Cv=1/115000 Ad=-2.028E-10 Ae=-1.6E-16 soit 2.5
A (ρ^4-ρ^2)
Face 2: sphérique convexe R=26000mm
2.2
BACKER TYPE C:
PRIMAIRE
SPHERIQUE
BACKER TYPE C CHAMP PLAN
SRF
Rayon épaisseur ½ ouverture verre NOTE
AST
80000 10.0 145.0 BK7 LAME
2 -- 1263.0
145.0 AIR
4 -1170 -380.5 175.0 miroir PRIMAIRE
5 -1170 0 71.5 miroir SECONDAIRE
IMS -- 309.157 23.5 *
*CONIC AND POLYNOMIAL ASPHERIC DATA
SRF Cv AD AE
1 1/80000 -1.9950e-10 -1.5300e-16 LAME
5 -0.25 SECONDAIRE bs2=-0.25
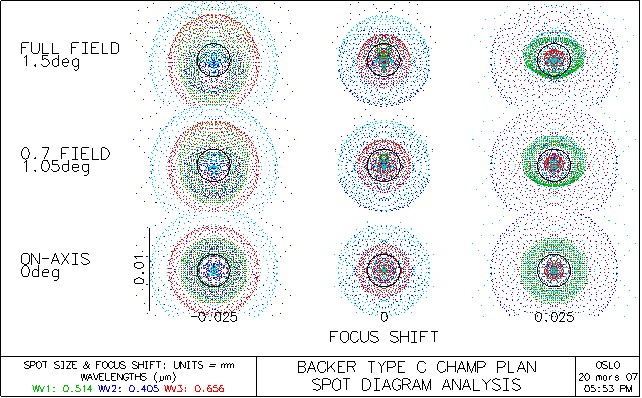
spot
diagramme solution C : les images font 10µm dans un
champ qui peut être largement supérieur à 1.5° équivalent
à la solution B
Cette solution est complètement équivalente à la solution B avec une distance légèrement supérieure de la lame. Il est sans doute plus facile de laisser le primaire sphérique on peut transformer un ancien Schmidt argentique de cette façon.
2.3 SLEVOG les deux miroirs sphériques
SLEVOG MIROIRS SPHERIQUES
SRF
Rayon épaisseur ½ ouverture verre NOTE
AST 80000 10.0 150.0 BK7
C *
2
-- 1276.0 150.0 AIR
4 -1170 -380.5 177.0 miroir
5 -1170 -- 71.6 miroir
IMS -- 309.082077 23.5 plan focal
*CONIC AND
POLYNOMIAL ASPHERIC DATA
SRF Cv AD AE
1 1/80000 -1.9800e-10 -1.5200e-16 lame
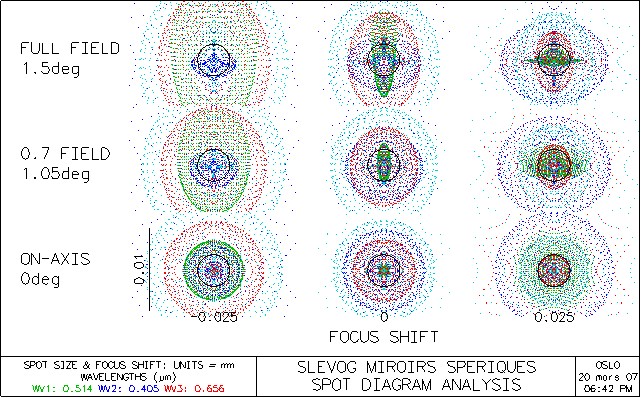
spot
diagramme slevogt: à cause de
l'astigmatisme les images sont un peu moins bonnes en bord de champ que les
solutions B et C
|
|
BACKER B |
BACKER C |
SLEVOG |
|
PRIMAIRE
R=1170 |
bs1=0.016 |
bs1=0 |
bs1=0 |
|
SECONDAIRE R=1170 |
bs2=0 |
bs2= -0.25 |
bs2=0 |
|
DISTANCE LAME PRIMAIRE |
1246 |
1263 |
1276 |
|
Option 1 lame: |
|
|
|
|
FACE1 plane déformée Cv |
1/115000 |
1/115000 |
1/115000 |
|
FACE2 sphérique convexe |
R2=260000 |
R2=260000 |
R2=260000 |
|
Option 2 lame: |
|
|
|
|
FACE1 sphérique déformée Cv |
1/80000 |
1/80000 |
1/80000 |
|
FACE2 plane |
|
|
|
|
Ad*1E10 |
-2.028 |
-1.995 |
-1.98 |
|
Ae*1E16 |
-1.60 |
-1.53 |
-1.52 |
|
TEST lame: aberration longitudinale |
2*2,4287*(h^2)/2F |
2*2,3892*(h^2)/2F |
2*2,3712*(h^2)/2F
|
|
Focale résultante mm |
898 | 898 | 898 |
Caractéristiques
optiques des 3 solutions ouvertes à F/D=3
F=898mm
Deux
options pour la lame sont données
|
RAYON CHAMP PLEINE LUMIERE |
0.8° |
1° |
1.5° |
|
DIAMETRE SECONDAIRE focale 900mm |
125mm |
130mm |
145mm |
|
DIAMETRE CHAMP |
25mm |
31mm |
47mm |
|
OBSTRUCTION LAME 300mm |
0.42 |
0.43 |
0.48 |
Diamètre du secondaire en fonction du champ de pleine lumière couvert
3)
MODIFICATION D'UN SCHMIDT argentique 220/310/718
Ce télescope F/D=3.3 réalisé dans les années 80 n'est plus en service depuis la disparition du 2415 aussi j'ai décidé de le modifier en Baker Schmidt pour pouvoir y adjoindre une camera CCD. Des pièces optiques je ne conserve que le primaire sphérique qui représente un gros travail d'ébauchage, il faut donc retailler une lame et le secondaire. Pour conserver un rapport d'ouverture équivalent (ce qui permet de poser plus longtemps dans des sites de qualité médiocre et d'atteindre une magnitude limite plus élevée) la lame sera portée à 290mm utile et le champ de pleine lumière à 2.5° de diamètre. Ce champ pourra évoluer ultérieurement vers un champ plus grand en fonction des futures camera CCD.
La distance entre le primaire et le secondaire est de 504mm
La distance secondaire foyer est de 301mm il reste donc plus
de 20cm pour caser la camera CCD entre le foyer et le primaire. Le primaire
peut donc rester en l'état sans perçage
La distance lame primaire est de 1518mm
Le diamètre du secondaire est de 130mm ce qui donne une
obstruction de 45%
Le coefficient de déformation du secondaire est de -0.37 ce
qui est faible, comme le primaire est aluminé, le
secondaire sera contrôlé sur l'outil servant à le réaliser
La focale résultante du système est de 1022mm soit un rapport
d'ouverture de 3.5
BACKER
TYPE C CHAMP PLAN
surface
rayon
épaisseur
ouverture (rayon)
verre
1 150000 10.0 150.0 A BK7
2
-- 1518.0
150.0 AIR
4 -1436 -504.0 155.0
miroir concave (sphérique)
6 -1436 -- 63.6 miroir convexe
(asphérique)
image
-- 301.24 22.3 *
Données surfaces asphériques
SRF
Cv AD AE
1 1/150000 -1.20 e-10 -6.90e-17 DEFORMATION LAME
6 -0.370
DEFORMATION DU SECONDAIRE
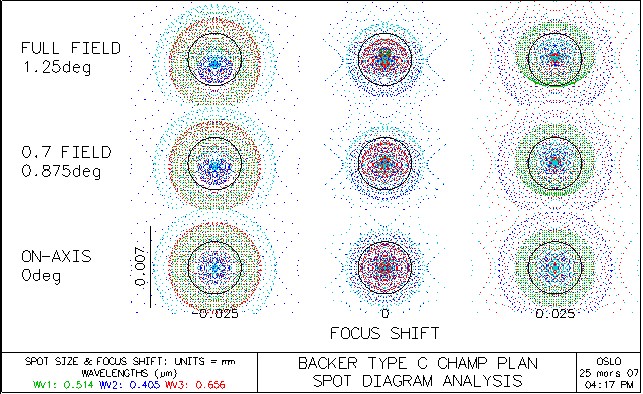
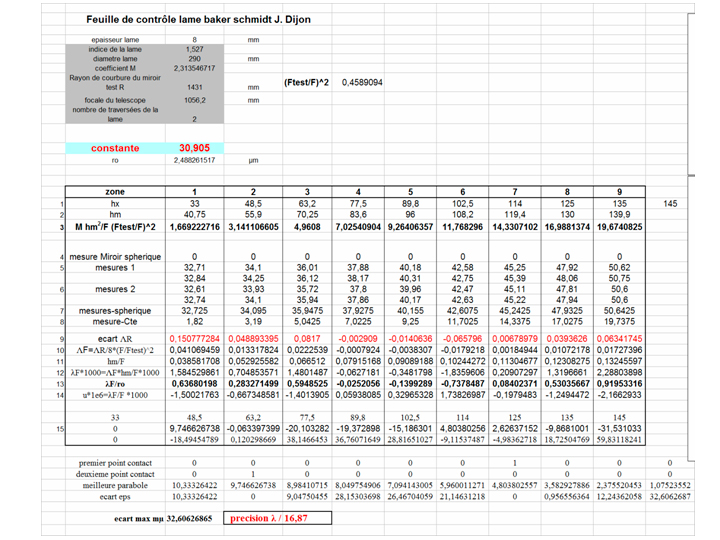
Spot diagramme: le télescope est pratiquement limité par la diffraction dans tout le champ entre 0.4µm et 0.9µm on peut utiliser des capteurs CCD avec des pixels de 4 à 5µm
Système optique
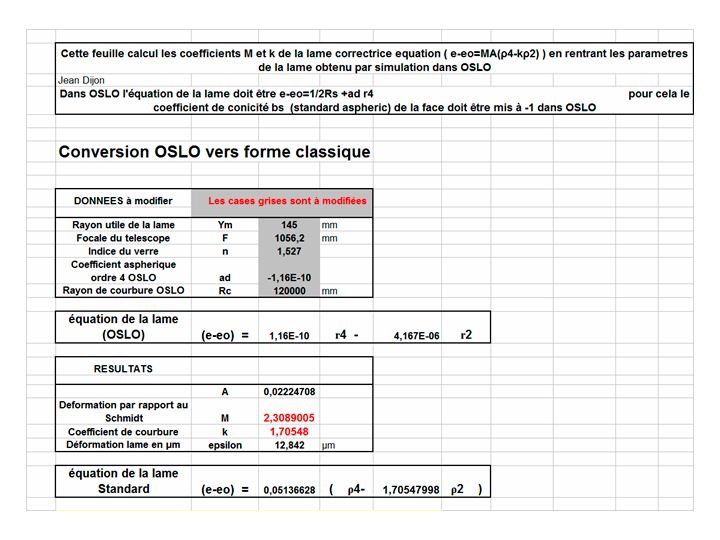
La définition optique d'un tel système (forme de la lame, coefficients de déformation des miroirs) peut se faire entièrement avec la dioptrique du troisième ordre. Une feuille de calcul permettant de déterminer les paramètres du télescope se trouve ici.
l'équation de la lame à réaliser est 2,118*A*(ρ4-1.32ρ2)
Sinon on peut utiliser ©OSLO (version étudiante ) http://www.lambdares.com/oslo-university-program
Le miroir secondaire est taillé dans de la glace de St Gobain épaisseur 15mm. L'outil concave servant à l'ébauchage sera poli sphérique pour réaliser le calibre interférentiel permettant de contrôler le miroir convexe.
Dans notre cas nous sommes partis de disques d'un diamètre de 140mm
-Les deux disques ont étés ébauchés et doucis l'un sur l'autre comme nous voulons réaliser un rayon de courbure précis celui ci est contrôlé au sphéromètre.
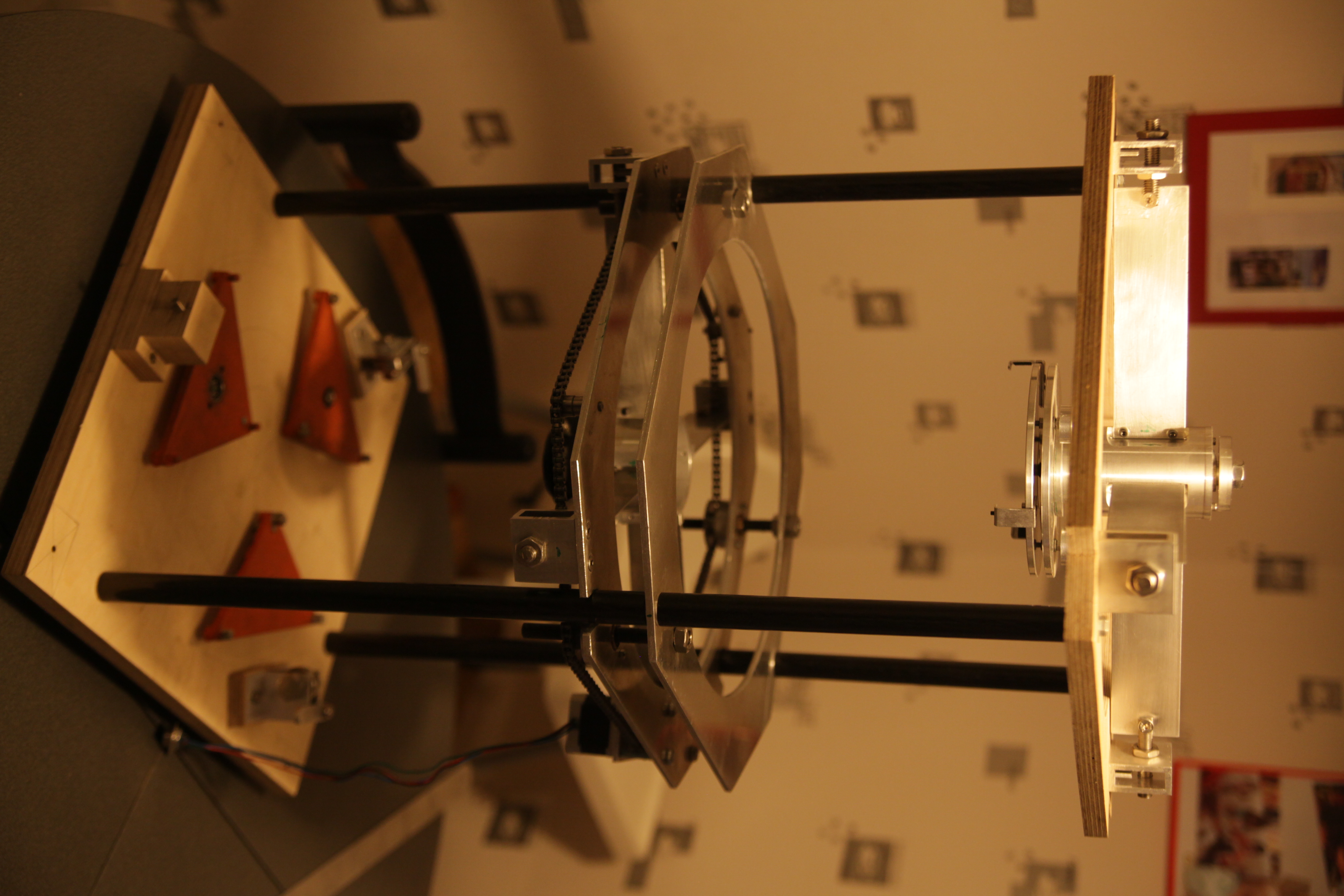
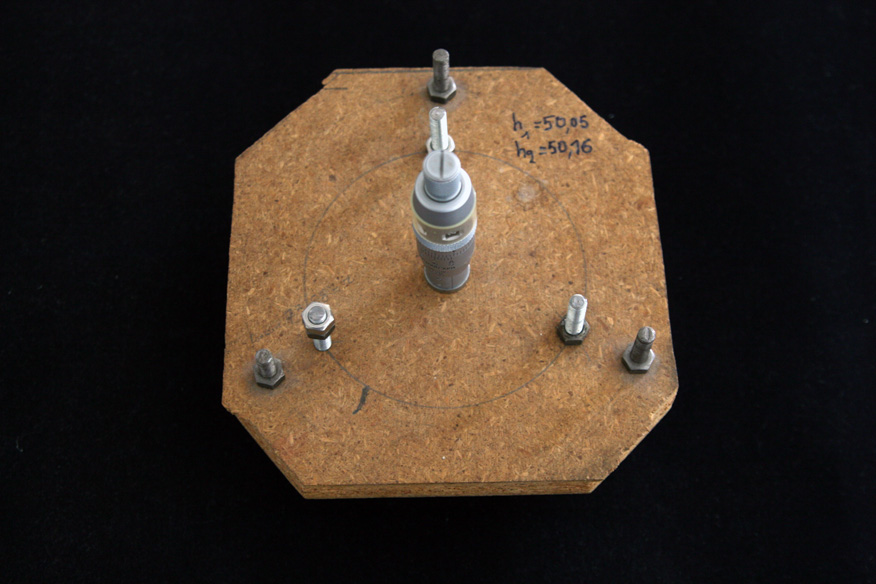
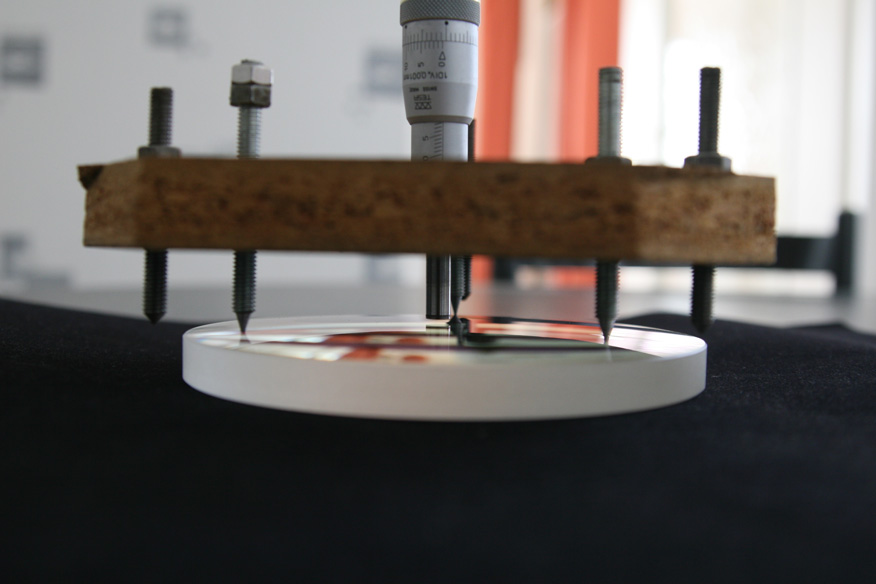
3.2.1 réalisation d'un sphéromètre économique
On peut réaliser un sphéromètre à partir d'une butée micrométrique insérée dans une planche en aggloméré les trois pieds étant réalisés à partir d'une tige fileté de 6 ou 8 mm.
On réalise soit des pieds coniques soient des pieds avec une bille de roulement de rayon rbille collée à l'araldite
On commence par régler la perpendicularité de la butée en posant le système sur un morceau de glace de St Gobain et on règle la hauteur des 3 pieds pour que le reflet de la butée et la butée soient parallèles.
On rode légèrement les pieds sur un plan s'ils sont coniques (verre doucis avec de l'émeri 40mn)
Il reste à étalonner les rayons intérieur et extérieur de porté du sphéromètre en effet ces deux rayons ne sont pas identiques
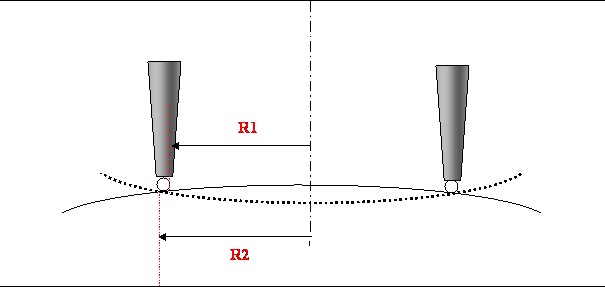
Si les pieds sont terminés par des billes on a:
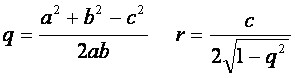
avec a,b,c les distances entre les centres des pieds pris deux à deux. Pour les mesurer, on prends un pieds à coulisse et on mesure les distances extérieures A,B,C incluant les billes. On retranche le diamètre des billes à ces valeurs. On a doc a=A_dbille, b=B-dbille, c=C-dbille
On a alors si h est la flèche de la surface mesurée en prenant une référence de hauteur sur un plan ( qui faute de mieux peut être de la glace de St Gobain)
Pour une surface concave:
Rconcave=(r2+h2)/2h+dbille/2
Pour une surface convexe:
Rconvexe=(r2+h2)/2h-dbille/2
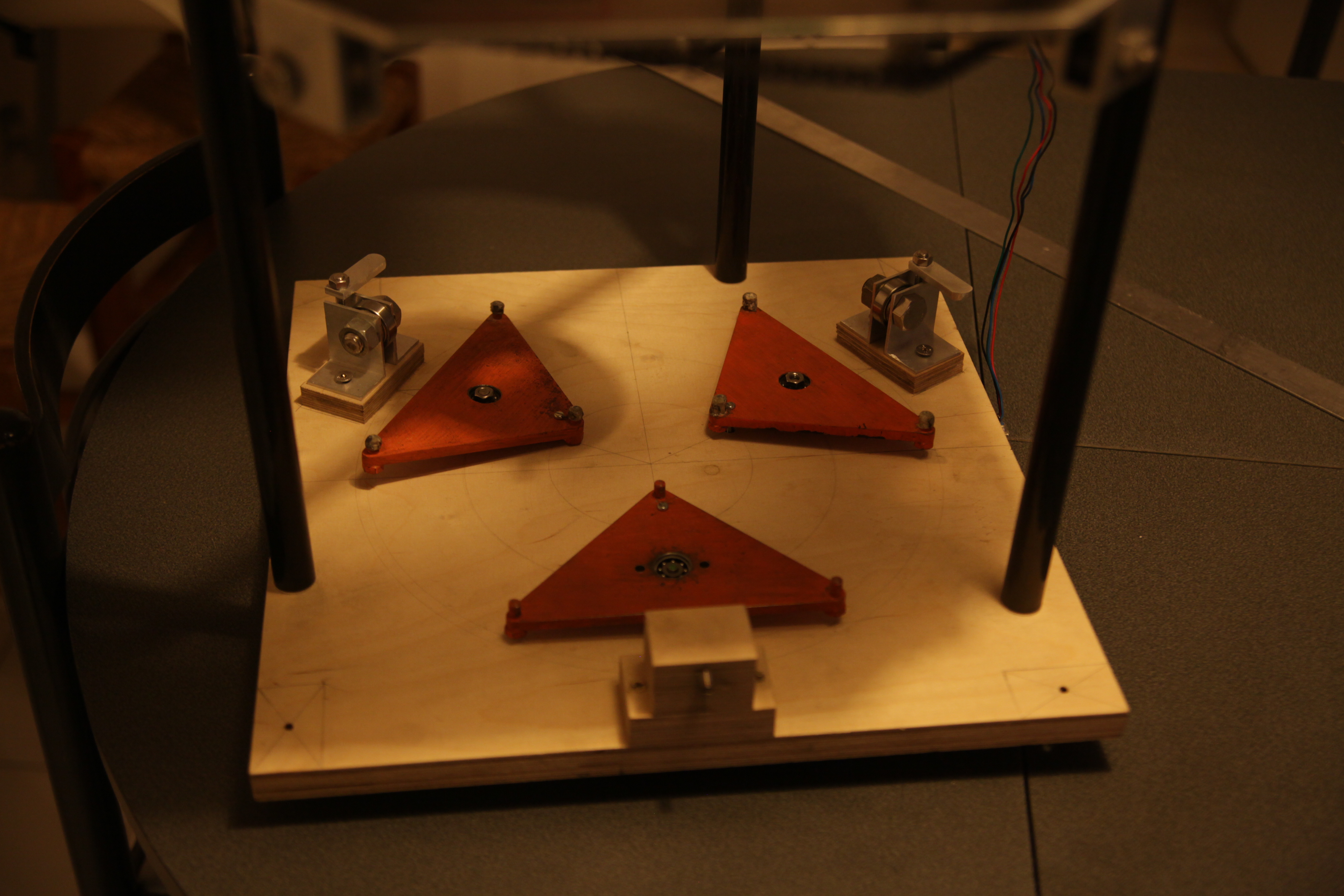
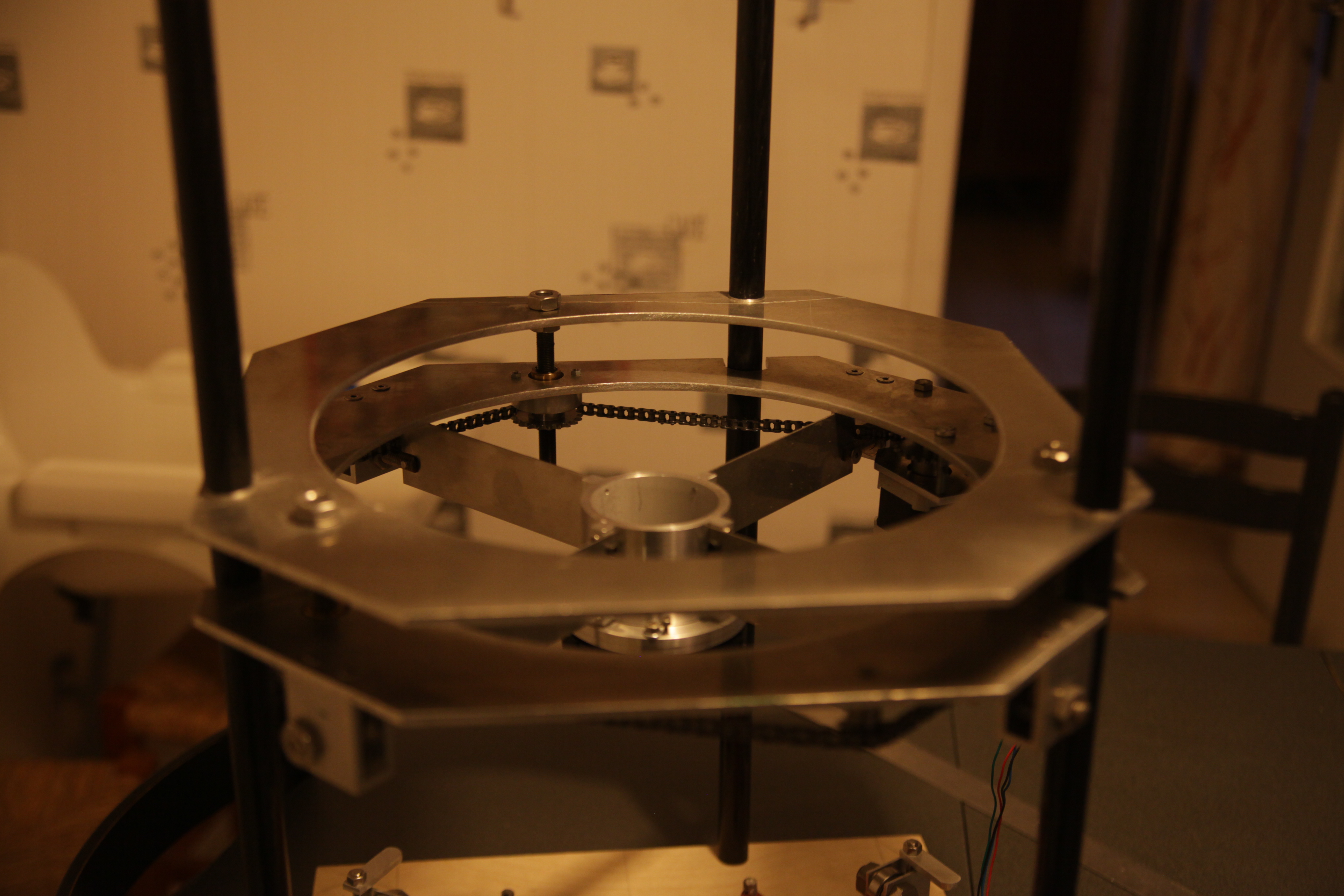
3.2.2 Polissage réalisation du calibre
Lorsque les deux miroirs sont doucis on réalise des outils en béton (sable tamisé et ciment) que l'on coule sur les miroirs. On protége la surface du miroir avec un film alimentaire bien tendu et on enroule sur la tranche du miroir du papier fort pour faire le moule l'épaisseur à donner à l'outil est de 15 à 20mm. On réalise cette opération sur chaque miroir pour obtenir un outil concave et un outil convexe. Après une semaine de séchage on démoule et on peint les outils. L'intérêt du béton par rapport au plâtre est qu'il ne craint pas l'humidité.
On réalise alors sur chaque outil un polissoir par collage de carrés de poix ou par coulage directe et rainurage si les miroirs sont tout petits.

Les deux outils concave convexe plus le calibre et le miroir en cours de réalisation
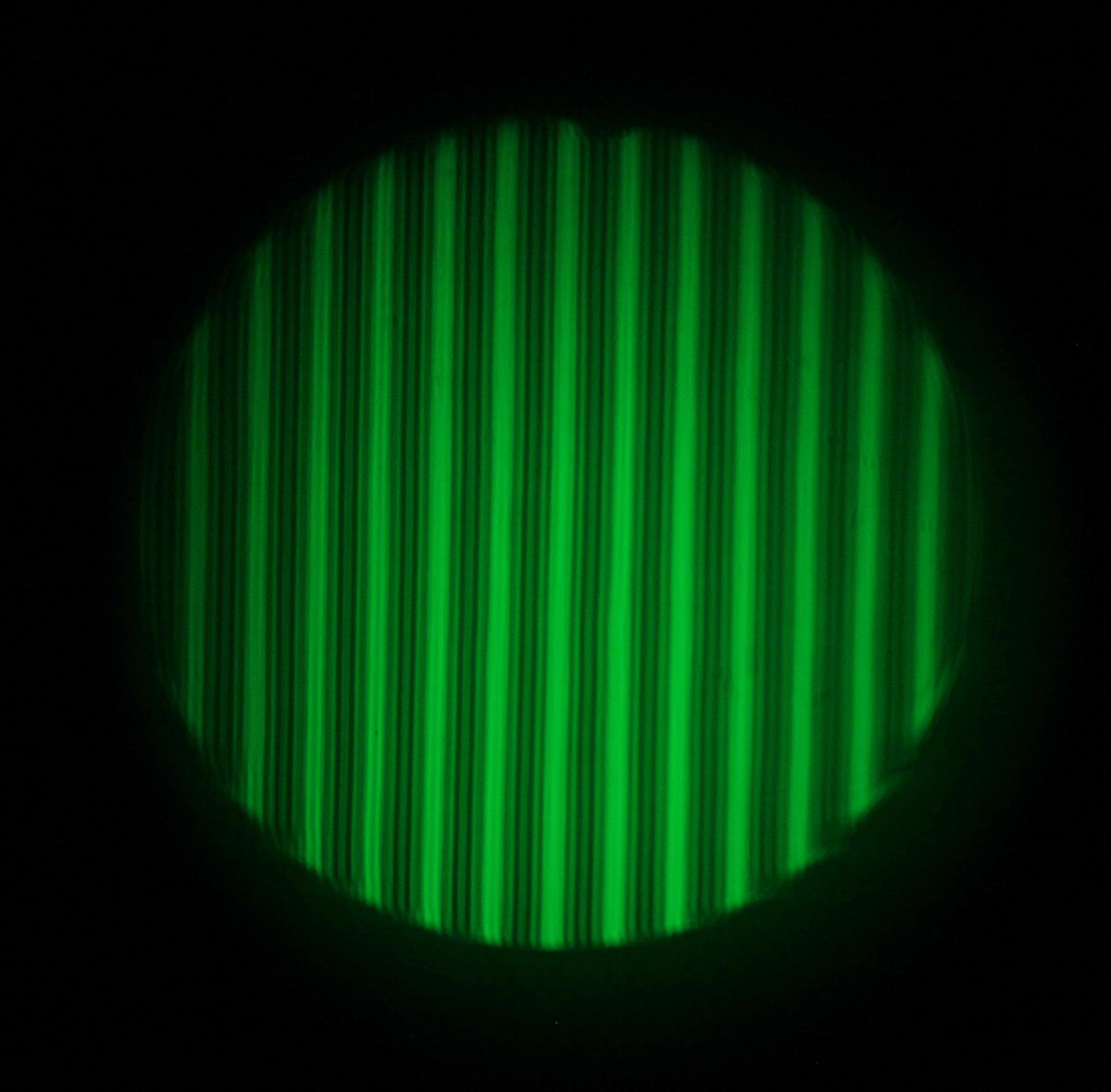
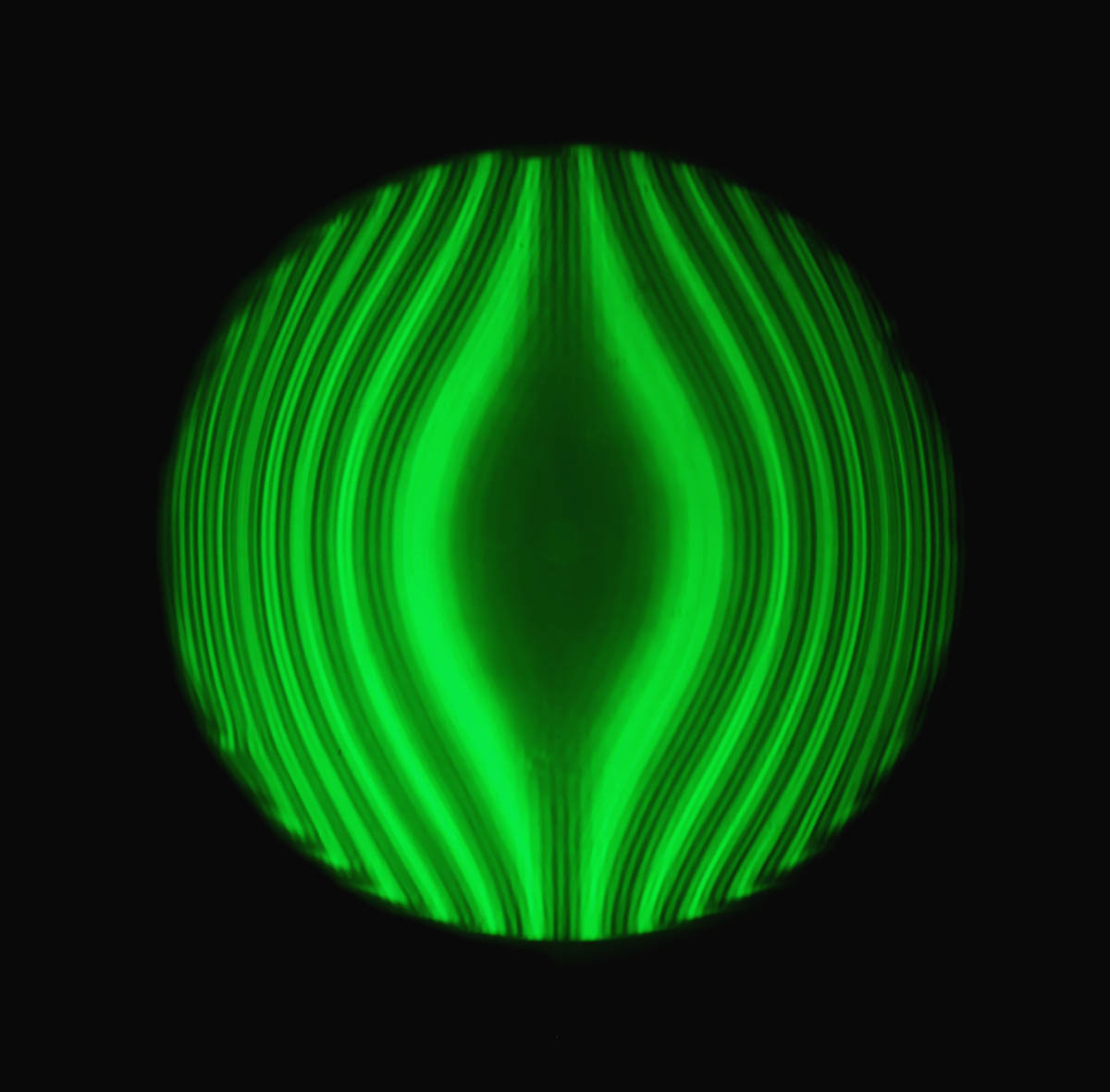
3.2.3 Observation des interférences
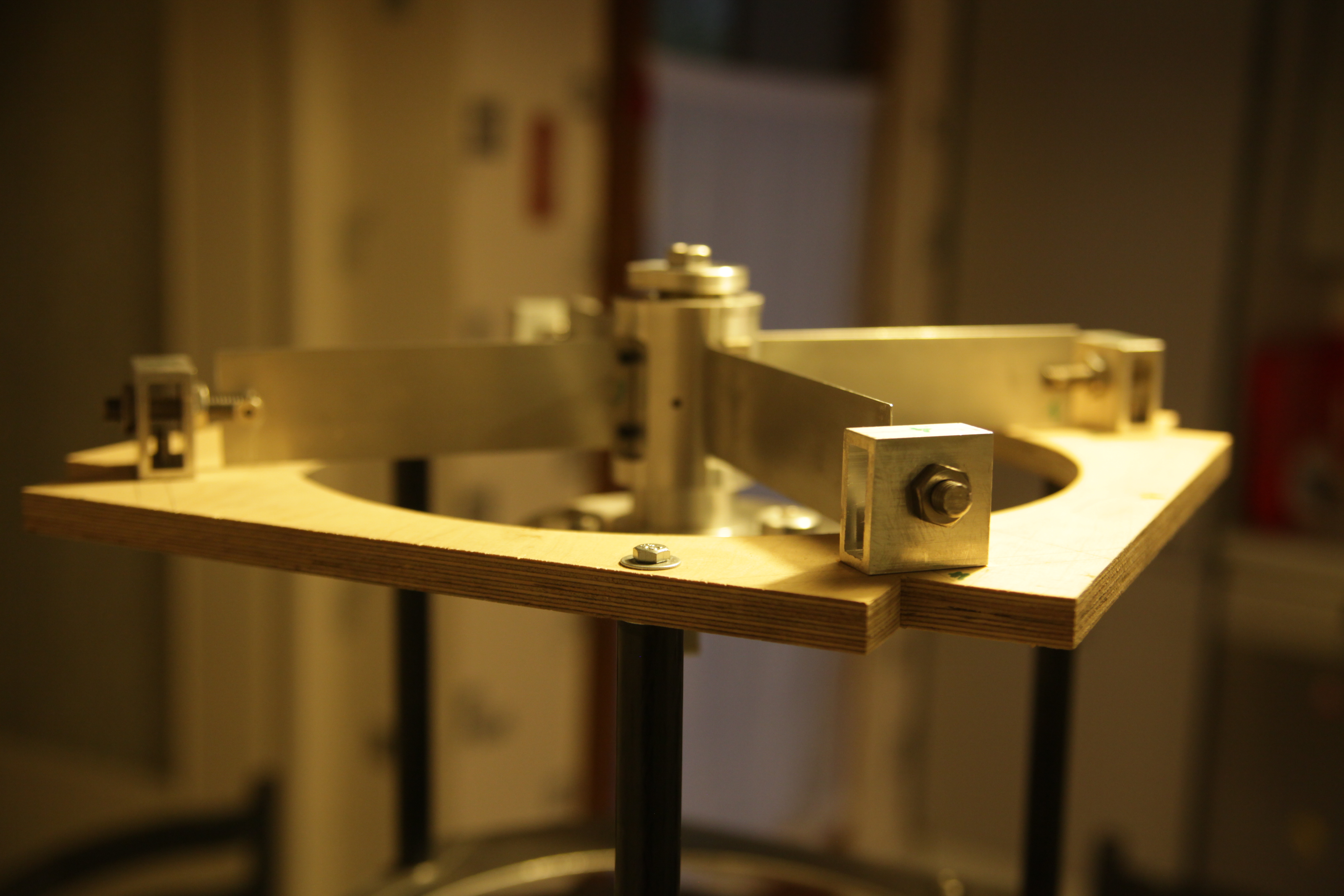
Pour observer les interférences entre les deux surfaces j'ai utilisé un montage très simple à savoir un petit tube néon du commerce qui est disposé sur un diaphragme pour limiter l'étendue de la source. Le tube est placé au centre de courbure du calibre (concave) et l'image est photographiée au moyen d'un appareil photos numérique disposé sur un pied. le miroir et le calibre reposent sur un statif en bois isole du sol et les miroirs repose sur ce statif avec l'interposition d'un tissus épais pour éviter les contraintes. Le système est très sensible.

Miroir sur son calibre avec 3 cales en papier à 120° pour réaliser le coin d'air on pose le calibre sur un molleton pour éviter les contraintes


Image d'interférences obtenues à partir d'un tube néon. A gauche en lumière totale à droite la couche bleu de la photo qui sert a faire les mesures. Le miroir présente un trou central de lambda/4
la courbure d'ensemble est identique à celle du calibre. Le reflet est celui du tube néon diaphragmé
Le calibre est réalisé avec le coefficient de déformation du secondaire ce qui permet un contrôle du secondaire plus aisé. on cherche à obtenir des franges droites entre le secondaire et le calibre. On cherche une précision de l'ordre de lambda sur 4 sur l'onde.
4
) Méthodes de RÉALISATION
DE LA LAME
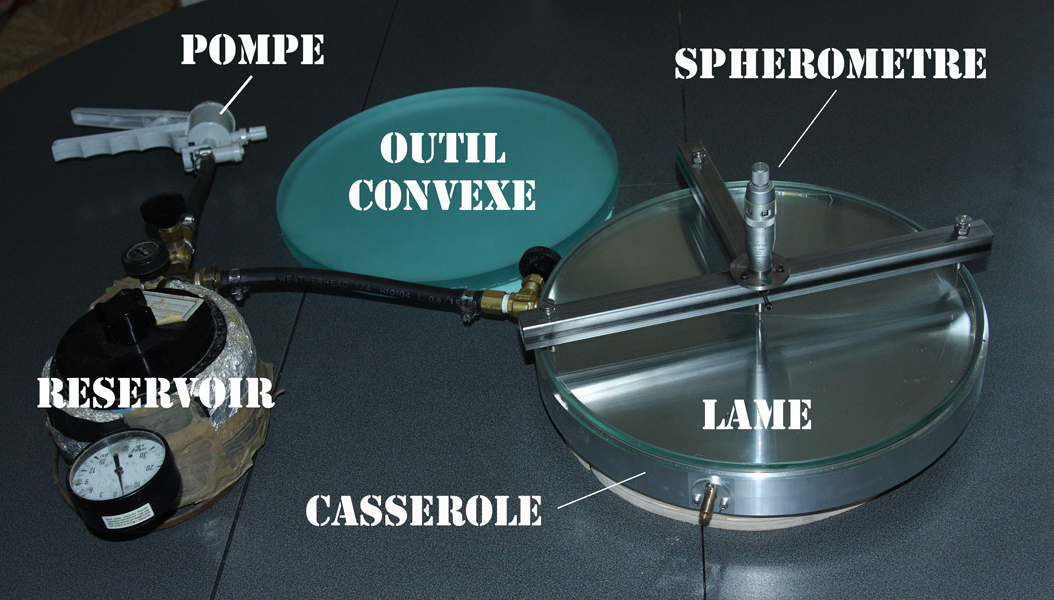
Cette technique est la plus facile à mettre en oeuvre si l'on possède une pompe permettant la réalisation d'un vide primaire assez peu poussé il s'agit en fait de réaliser une dépression de l'ordre de 0.2 atmosphère. On réalise un support permettant d'assurer la dépression de la lame ce support qui est adapté à la lame et facilement interchangeable. Le support est fixé à un réservoir connecté à la pompe au moyen d'un robinet étanche ce qui permet après pompage du système de travailler la lame et son support comme une seule pièce déconnectée de la pompe.
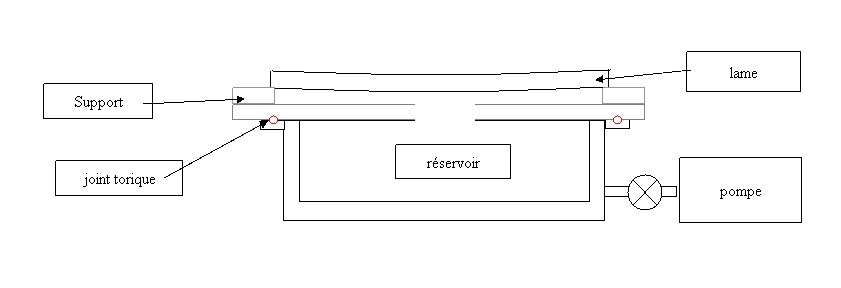
La lame en appuis sur le support se déforme sous l'influence de la différence de pression entre le support et l'extérieur. On taille la surface de la lame sous contrainte en forme de sphère. Une fois la lame dé contrainte, elle prends la forme voulue si la pression dans le réservoir et le rayon de la sphère ont les valeurs adaptées que nous allons calculer.
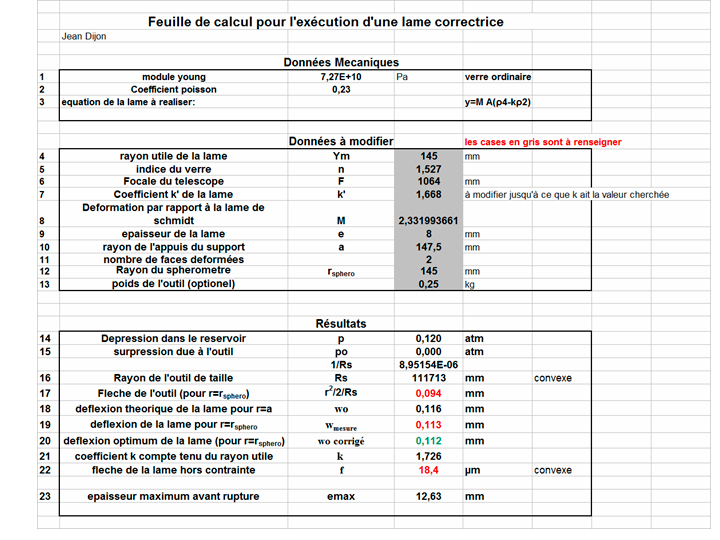
4.1 Calcul de la pression du réservoir et du rayon de l'outil de taille.
L'équation de la lame à réaliser s'écrit d'une façon générale (e-eo)= MA(ρ4-kρ2) = MA/Ym4 (y4-kYm2y2)
avec
ρ = y/Ym hauteur d’incidence normalisée (varie entre 0 et 1 au bord)
A= 1/32/(n-1) Ym4/F3
D=2Ym est le diamètre de la lame
F est la focale du télescope
si M=1 il s'agit d'une lame de Schmidt
Pour une lame
ce qui permet de calculer M et k
M=32ad(n-1)F3
k = -1/(2ad RcYm2)
L’équation de la lame à réaliser dans notre cas est
2,118*A*(ρ4-1.32ρ2)
avec D=290mm n=1.52 F=1022mm
On peut tailler cette lame par
dépression [5] [6]
La fleche w d'une lame soumise à une pression p et
supportée sur un diamètre de 2a est
w=(3p(1-s)/(16Ee3))*((6+2s)a2r2-(1+s)r4) (1)
avec E module de Young du verre
s coefficient de poisson du verre
e épaisseur de la lame
cette forme est proche d'une sphère
de rayon Rs dont la déflexion est
ws=r2/2Rs (2)
lorsque la lame est taillée avec
cette sphère de référence l'épaisseur de verre enlever vaut:
h=w-ws=[3a2p(1-s)(3+s)/(8Ee3)-(1/2Rs)]r2-[3p(1-s2)/(16Ee3)]r4
(3)
ce qui est précisément l'équation
cherchée de la lame
h=2,118*(1/(32(n-1)F3 ))*(r4-1.32a2(Ym2/a2)r2)
Les deux faces sont à surfacer on a donc pour chaque face la
déformation suivante (moitié):
h=1,059*(1/(32(n-1)F3 ))*(r4-1.32a2(Ym2/a2)r2)
Avec a=145mm et F=1022
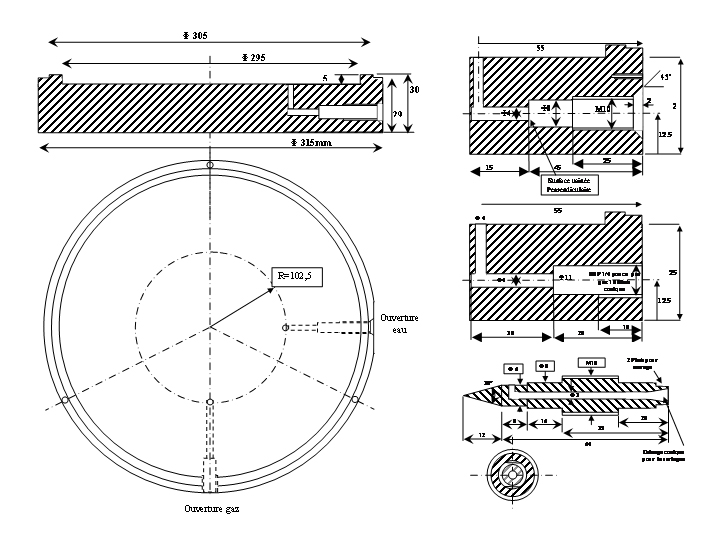
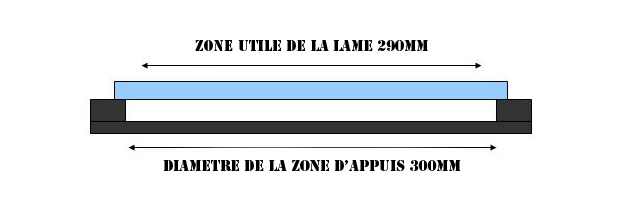
On part d'une lame de 310mm pour
avoir 10mm de garde tout le tour, un rayon d'appuis de a=150mm (cf figure ci
dessous) et une lame finie de 290mm. Dans ce cas on
doit avoir pour conserver la même forme utile un coefficient pour la lame
complète k'=kYm2/a2:
1.32*145^2=k'*150^2 d'ou le coefficient en r2
à réaliser k'=1.215
La pression à appliquer est obtenue en égalisant les termes
de degré 4 soit :
p=MEe3/ (6(n-1)F3(1-s2)) (4)
le
module d'Young du verre vaut E= 72,7 109
pa
le
module de poisson s= 0,23
n=1.52
M=1.059
F=1022mm
e=10mm
On trouve p=2,4104 pa = 0,24 atm
Le rayon de courbure de l'outil de taille est obtenu en
égalant les termes en r2 on a:
1/Rs=a2M/(16(n-1)F3)*(2(3+s)/(1+s)) (5)
pour M=0.5 et k'=1.5 (lame de Schmidt déformée sur les deux faces) on retrouve bien la formule donnée dans [5]
ce qui donne dans notre cas pour
chaque face avec a=150mm
M=1.058
F=1022mm
k'=1.215
s=0.23
Rs=91760mm
On règle la pression au moyen de la déflexion au centre de la
lame ce qui permet de s'affranchir des erreurs sur les coefficients mécanique de
la lame (épaisseur module d'young) ainsi que de la nécessite de mesurer précisément la pression
wo=3a4p(1-s)(5+s)/16Ee3=Ma4/(32F3(n-1)) (5+s)/(1+s) (6)
soit dans le cas
présent: wo=0,129mm