Difficulté de la parabolisation suivant l'ouverture du miroir
La méthode par perturbation de la surface du polissoir
Méthode par déformation thermique
Difficulté de la parabolisation suivant l'ouverture du miroir
La parabolisation consiste à déformer la sphère obtenue en fin de polissage pour obtenir une parabole.
La difficulté du travail est lié à l'écart entre la parabole et la sphère (de combien il va falloir déformer la sphère ) et aux tolérances permettant d'obtenir un miroir optiquement "parfait"
Ces deux points dépendent en particulier du rapport F/D du miroir (F=focale du miroir et D son diamètre).
Le calcul de l'écart à la sphère se fait de la façon suivante:
La surface de la sphère s'écrit zs=(cs/2) y2+(cs3/8) y4 ou c=1/R R=2F étant le rayon de courbure du miroir
La surface de la parabole s'écrit zp=(cp/2) y2+b
l'écart entre les deux surfaces vaut Δ(y)=(cs-cp)/2 y2+(cs3/8) y4-b
Les deux surfaces sont tangentes en un point y=h, les dérivées sont donc égales en ce point :
z's=z'p soit (cs) y+(cs3/2) y3 = (cp) y en y=h d'où la relation entre les rayons de courbures de la parabole et de la sphère
cp=cs+(cs3/2)h2
ce qui donne Δ(y)=-(cs3/4) y2h2+(cs3/8) y4-b
pour y=h les deux courbes sont en contact Δ(h)=0 d'où b=-(cs3/8)h4 et finalement
Δ(y)=(cs3/8) (y2-h2)2 (1)
Si la parabole est tangente au centre du miroir h=0 l'écart vaut Δ(y)=(cs3/8) (y4) et est maximum pour y=hm (hm est la hauteur d'incidence maximum hm=D/2)
soit Δm=(cs3/8) (hm4)
Si la parabole est tangente au bord du miroir h=hm l'écart vaut Δ(y)=(cs3/8) (y2-hm2)2 et est maximum au centre pour y=0 soit
Δm=(cs3/8) (hm4) (2)
Cet écart en µm est tracé en fonction de l'ouverture F/D du miroir et de son diamètre cf figure suivante
figure 1
On voit que l'écart pour des miroirs dont l'ouverture est inférieure 5 devient notable en particulier pour des diamètres important
un miroir à F/D=4 est 2 fois plus déformé qu'un miroir de même diamètre ouvert à F/D=5
L'écart entre les deux surfaces s'écrit donc:
Δb(y)=(cs3/8) (y2-hm2)2 (3)
c'est le verre à enlever pour paraboliser le miroir
Si l'écart au centre et au bord du miroir sont égaux
Δ(0)=(cs3/8) (h2)2 et Δ(hm)=(cs3/8) (hm2-h2)2 donc (cs3/8) (h2)2=(cs3/8) (hm2-h2)2 soit hm2=2h2
les deux courbes sont tangentes au point h=√2/2hm et
Δm=1/4 (cs3/8) (hm)4 (4)
l'écart entre les deux surfaces n'est plus que le quart du cas de la parabole tangente au centre ou au bord de la sphère.
L'écart entre les deux surfaces s'écrit dans ce cas:
Δ(y)=(cs3/8) (y2-0.5hm2)2 (5)
Les profils de verre à enlever pour un miroir de 400mm à F/D=4 sont donnés figure 2 ci dessous dans le cas d'une parabole tangente au bord équation (3) ou dans le cas d'enlèvement de matière minimale équation (5)
Figure 2
Il peut sembler que la méthode avec la parabole tangente sur la zone 0.707 de la sphère fournissant le moins de matière à enlever (4.6 fois moins) est la plus avantageuse nous allons voir que les tolérances de réalisation nuancent cette conclusion.
Voyons maintenant quelles sont les tolérances de réalisations de la parabole .
A Millies Lacroix a développé le principe [ ].
L'aberration longitudinale du miroir parabolique au centre de courbure en fonction de la hauteur d'incidence h est donné par la formule classique h2/R+h4/2R3
En appliquant le critère de A. Couder qui dit que l'aberration transversale λf doit être inférieur au rayon ρ de la tache de diffraction λf/ρ<=1 on a
l'aberration transversale λf=Δc h/4F ou Δc est l'aberration longitudinale résiduelle au centre de courbure
On a donc avec le critère de Couder Δcmax<=ρ4F/h ce qui permet de définir 2 enveloppes de part et d'autre de l'aberration longitudinale du miroir
une enveloppe maximum h2/R+ρ4F/h et une enveloppe minimum h2/R-ρ4F/h cf figure 3 ci dessous calculée pour un miroir de 300mm à F/D=6
Figure 3
la courbe mesurée des aberrations du miroir doit être comprise entre ces deux enveloppes.
On voit que les tolérances au bord sont les plus faibles, par ailleurs elles diminuent fortement en fonction du rapport F/D du miroir cf figure 4 ci dessous
Figure 4
Ceci explique que les miroirs ouverts F/D <=4 voir 4.5 sont plutôt réalisés par la méthode de Ritchey c'est à dire en ne touchant pas le bord et en creusant uniquement le centre.
Ceci évite les problèmes de bord rabattu même si le travail est plus long.
On peut définir un indicateur de la difficulté de réalisation du miroir qui est le rapport entre la déformation de la parabole et la tolérance de réalisation
Figure 5
On voit sur la figure 5 ci dessus qu'avec cet indicateur un miroir de 500mm à F/D=5 est plus facile à réaliser qu'un 300mm à F/D=4
La tendance lorsque le diamètre du miroir augmente est de diminuer le rapport F/D pour diminuer l'encombrement du télescope et garder un accès facile à l'oculaire (sans escabeau par exemple).
Raccourcir la focale est doublement pénalisant (tolérances, plus grande déformation) même triplement, car un grand miroir peu épais (typiquement autour de 4cm pour des considérations de poids) conduit également à devoir gérer correctement les problèmes de flexion du disque sur son support durant la taille et les problèmes d'astigmatisme induits.
La flexion du disque miroir varie comme (D/2)4/e2 ou e est l'épaisseur du disque. Pour un 30cm avec e=4cm ce rapport vaut 3000 alors que pour un 50cm ce rapport est 8 fois plus élevé d'où les précautions à prendre pour lutter contre la génération d'astigmatisme pendant la taille des grands miroirs.
Le tableau ci dessous donne une idée approximative des difficultés de réalisation en fonction du rapport F/D
|
F/D |
Difficulté |
technique de parabolisation |
|
6-5 |
Faible si le diamètre reste raisonnable |
Classique |
|
5-4.5 |
Pour amateurs ayant déjà réalisé de bons miroirs |
Classique ou et par le centre |
|
4.5-4 |
Pour opticiens confirmés |
Par le centre |
|
4-3.5 |
challenge très important |
Par le centre |
On considère que le miroir à ce stade est poli correctement sans gris avec une forme proche de la sphère.
Il existe plusieurs méthodes la méthode classique qui utilise l'outil pleine taille, la méthode par le centre qui utilise des outils de dimensions inférieures à celle du miroir et la méthode par perturbation de la surface de l'outil.
Dans tous les cas il y a deux grandes étapes:
_la parabolisation grossière dont l'objectif est d'obtenir un coefficient de déformation proche de b=-1
On rappel que l'aberration longitudinale de la surface s'écrit Δc= b h2/R avec b= -1 pour la parabole (b=0 pour la sphère)
_la mise en forme finale dont l'objectif est d'obtenir la surface avec les spécifications cherchées (b=-1, erreur de la surface d'onde < λ/4 pic to valley et λf/ρ<1 )
avant de décrire ces méthodes voyons les travaux préliminaires à réaliser.
Avant de paraboliser il s'agit d'obtenir une forme proche de la sphère sans astigmatisme et avec un bord ne présentant pas de problèmes comme un bord rabattu. En effet si ces défauts ne sont pas corrigés à ce stade ils vont subsister après la parabolisation en particulier en utilisant la méthode de parabolisation par le centre et seront plus difficiles à corriger.
1) Correction d'un bord rabattu
Voyons d'abord ce qu'il faut faire pour l'éviter au maximum
On parle souvent de « zone de bord rabattu », bien que ce terme soit quelque peu trompeur, car dans la plupart des cas, la zone de bord n'a pas été abaissée, mais au contraire le centre s'est approfondi de manière disproportionnée. Le résultat est une zone de bord généralement large de 3 à 15 mm (également plus large pour les grands miroirs), qui présente un rayon de courbure nettement plus long que l'intérieur du miroir. Cela s'accompagne souvent du fait que la zone marginale est nettement en retard dans la progression du polissage. Pour éviter cela, l'outil doit travailler uniformément et on doit essayer de trouver une course aussi neutre que possible, c'est-à-dire la longueur de la course et le déport latéral, qui polisse également le centre et le bord. Le moyen le plus efficace est d'utiliser le TOT (outil sur le miroir Tool On Top ) pour polir le bord avec des mouvements suffisamment longs et suffisamment de surplomb latéral pour l'intégrer au reste de la surface (au lieu de courses en lignes droites, il faut utilisez plutôt des mouvements circulaires ou ovales calmes). Il ne faut pas faire de courses trop courtes (moins de 1/4 de D) sans surplomb latéral! C'est une erreur très courante qui n'est pas seulement commise par les débutants !!! L' outil travaille naturellement moins sur le bord que sur le reste de la surface, car la poix peut y fluer un peu plus vers l'extérieur. Avec des courses constamment courtes, le centre s'approfondit de plus en plus, c'est-à-dire que le rayon de courbure devient de plus en plus court au milieu, tandis que le bord se retrouve avec un rayon de courbure trop long.
Il faut donc appliquer les règles générales suivantes:
1) Travailler plutôt miroir dessous (TOT ) (Texereau) il est néanmoins nécessaire de faire des séances MOT (miroir dessus Mirror On Top) pour supprimer le gris du centre.
2) Ne pas dépasser la longueur standard des courses, 1/3 D et >= 1/4 de D pendant le polissage est peut-être la meilleure façon de ne pas avoir à faire face à la suite de la résolution du problème. Les courses courtes travaillent plus le centre du miroir et offrent une bonne régularité de surface. L'allongement exagéré des courses génère une pression anormale dans la zone extérieure qui, si elle est prolongée, peut donner lieu à un bord rabattu.
3) Toujours appliquer la pression soigneusement sur le bord et seulement si nécessaire. Lors de l'exécution des courses les paumes des mains poussent et évitent de charger d'un poids supplémentaire le bord de l'outil ou du miroir en surplomb.
4) Éviter que l'outil ne soit plus grand que la surface polie du miroir. Il faut maintenir un "grand" chanfrein qui empêche le fluage excessif de la poix sur le bord ce qui aurait tendance à faire fonctionner de manière anormale le bord du miroir pendant les courses.
Corrections
Si malgré ces précautions nous avons encore besoin d'intervenir sur un bord rabattu en fin de polissage, nous ne pouvons le faire que d'une seule façon car il est impossible d'ajouter de la matière au bord pour restaurer la figure d'origine, nous devons nécessairement éliminer l'excès de verre du reste de la surface figure 6 ci dessous (adaptée de https://www.grattavetro.it/)
Figure 6
On commence par appliquer les règles définies ci dessus en vérifiant le bord de l'outil et en le taillant à la taille exacte du miroir.
On vas travailler une heure avec le miroir dessous et des courses 1/4 D après avoir bien pressé à "froid" l'outil sur le miroir. On peut éventuellement légèrement thermostater la poix en chauffant l'outil dans un bain d'eau tiède avant d'effectuer le pressage. On applique bien sûr les recommandations de rotation systématique du miroir sur le poste de travail pour éviter de générer de l'astigmatisme.
Si le défaut ne s'atténue pas il faut envisager une méthode plus agressive.
On va travailler essentiellement la zone en bordure de miroir pour supprimer le changement de pente cf figure 6 ci dessus. Pour cela l'outil étant sur le miroir (TOT) on exerce une surpression en bordure de l'outil en appuyant régulièrement avec la main ou en localisant un poids au bord de l'outil. On fait des courses 1/4 D localiser sur la zone haute (flèche bleue ci dessus) en ne dépassant jamais du bord du miroir. On fait un nombre de tours complet et on suit la progression de la correction (Foucault ou Ronchi) . On fait des déports vers l'intérieur du miroir de l'ordre de 1/6 D pour régulariser la surface.
Figure 7
Une méthode semblable (décrite
ici https://www.grattavetro.it/bordo-ribattuto-correzione-con-sub-diametro/?lang=fr)
utilise un outil demi taille (50% du diamètre du miroir) figure 8. L'objectif est de
réaliser une nouvelle courbure du miroir qui sera un peu plus ouverte que la
précédente pour contenir la matière à enlever. Si nécessaire on pourra
approfondir le centre pour restaurer une configuration sphérique exacte.
Au préalable on a déterminé l'étendue du bord rabattu par un test de Ronchi ou
de Foucault.
On positionne le bord de l'outil demi diamètre tangent à la zone correspondant au bord rabattu (zone pointillée bleu). La pression sera localisée au niveau du bord de l'outil en l'exerçant avec les doigts d'une main (ou un poids) tandis que de l'autre main sert à entraîner l'outil dans des courses linéaires partant du bord inférieur du miroir et allant jusqu'au bord supérieure. La longueur de la course est assez grande jusqu'à 1/4 D.
Figure 8
Pour “Adoucir” les effets de cette action et normaliser la liaison entre les différentes zones il est utile d'effectuer au cours d'une session quelques tours avec des déports de l'outil vers l'intérieur du miroir, les déports ne dépassant pas un 1/6D cf figure 9 ci dessous.
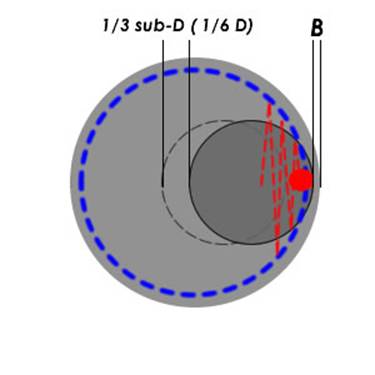
Figure 9
Le nombre de tours ou sessions est évalué dans chaque cas particulier. Le test de Ronchi doit être effectué souvent, au moins toutes les demi-heures de travail réel et donnera des informations importantes sur les progrès de la correction, si on remarque une action trop forte à la périphérie ou un raccord non régulier entre les zones, il est préférable de procéder avec le mode avec déport jusqu'à la régularisation de la surface.
Le bord rabattu peu intéresser le fin bord du miroir (sur quelques mm plutôt que sur la dernière zone du miroir d'une largeur du cm) dans ce cas une autre méthode peut être utilisée avec un polissage au pouce (www.stathis-firstlight.de).
Une fois que la zone marginale est défectueuse, il faut naturellement beaucoup de temps pour la faire remonter à l'aide des méthodes conventionnelles. C'est plus rapide d'utiliser un polissage ciblé sur la zone 80-95% afin de "niveler" le miroir jusqu'à un rayon de courbure moyen entre le centre et le bord.
On va procéder en 3 étapes
figures 10,11:
1) polissage au pouce ou avec l'index: Appliquez de l'agent de polissage assez
crémeux sur le bord du miroir et utilisez le pouce directement à l'intérieur.
Polissez la zone tangente au bord (sans polir le bord lui-même !). Cette
procédure laisse une zone enfoncée juste à l’intérieur du bord (cf figure ci
dessous) qui doit être à nouveau lissée avec un petit outil.
Il ne faut pas avoir peur de la rainure créé en bordure et s'arrêter trop tôt, sinon l'effet sera trop faible et vous douterez du succès de la méthode. Il est préférable de polir avec le pouce jusqu'à ce que la différence de distance de coupe (vue avec le Foucault) au bord le plus extérieur soit exactement la même, voire plus courte, que celle de la surface restante et ensuite seulement il faut lisser en deux temps.
2) lissage du bord avec un petit outil
3) lissage de la surface avec l'outil pleine taille


Figure 10 Rattrapage du bord avec le pouce étape 1 (www.stathis-firstlight.de/spiegelschleifen/50cm_f5_mirror.htm)

Figure 11 Lissage du bord avec le petit outil étape 2 et après l'outil pleine taille à droite étape 3 (cf www.stathis-firstlight.de/spiegelschleifen/50cm_f5_mirror.htm)
Pour éviter le polissage au pouce, si on dispose d'un outil de la taille du
miroir ("outil pleine taille"), on peut également réaliser un outil en anneau:
pour cela on presse le centre de l'outil à l'aide d'un masque en forme d'étoile
centrale, par exemple fait avec du papier sulfurisé ou une fine feuille en
plastique. Cela signifie que lors du polissage avec cet outil au dessus du
miroir (TOT), seule la zone extérieure de l'outil travaille. Après correction on
pressera l'outil sur le miroir sans masque pour que toute la surface travaille à
nouveau.
Si le bord rabattu n'intéresse qu'une zone très étroite (1 à 2mm) une option est de ne pas le corriger du tout et de placer un diaphragme sur le miroir fini pour masquer ce bord défectueux. On perd à peu près 1% de la surface par mm de bord supprimé ce qui est complètement négligeable si le bord ne fait que quelques mm.
2) Correction de l'astigmatisme
Le mieux évidemment est d'éviter la génération d'astigmatisme pendant le polissage. Cet astigmatisme provient de la déformation du miroir posé sur le poste de travail non parfaitement plan, déformation qui est polie dans le verre.
Pour éviter au maximum l'astigmatisme il faut en premier lieu doucir le dos du miroir de façon à le rendre plan. Le plan n'a pas à être parfait (courbure nulle), il faut juste régulariser le dos pour éliminer les défauts et retrouver une figure de révolution. Il est préférable de laisser un dos très légèrement concave plutôt que convexe. Ensuite on fait reposer le miroir sur un poste de travail le plus plan possible. Pour cela j'utilise de la glace de 8mm taillée au diamètre du miroir sur laquelle le miroir vas reposer. Un moletons en tissu épais (laine ou autre) est interposé entre le plan de travail et la glace et un autre moletons est interposé entre le dos du miroir et la glace. On a donc un sandwich élastique, moletons glace moletons, sur lequel repose le miroir. Ensuite en cours de polissage lorsque le miroir repose sur ce sandwich, on le tourne systématiquement d'un peu plus ou moins d'un quart de tour toute les 10 à 15mn. Les cales latérales peuvent être des cylindres (des roulettes) de façon à pouvoir tourner plus facilement le miroir. Ces cales assurent un léger jeu latéral pour ne pas contraindre le miroir.
Lorsque le miroir est en position supérieur (MOT) on le tourne régulièrement (d'une petite fraction de tour) sur l'outil toute les 5 à 10 courses. En position MOT on évite normalement bien l'astigmatisme.
On mesure le miroir en fin de polissage lorsque le miroir est sphérique, l'astigmatisme est délicat à mesurer car le miroir est en position vertical et s'il est mince il est sujet à de l'astigmatisme de pliure qui fait que le miroir plie vers l'avant sous son propre poids. Il faut impérativement mesurer le miroir dans plusieurs orientations (en le faisant tourner autour de son axe) car l'astigmatisme de pliure ne varie pas avec l'orientation contrairement à l'astigmatisme du miroir. Il faut en plus que le support du miroir en position verticale ne contraigne pas le miroir.
Il faut que le miroir repose sur deux points (galets ou roulements à billes) disposés à 90° l'un de l'autre et à 45° de la verticale, ces points de contact doivent être dans le plan du centre de gravité du miroir. Le meilleur support est une bande large (largeur de l'ordre de l'épaisseur du miroir) soutenant le miroir sur la moitié inférieur de sa circonférence.
Contrôle de l'astigmatisme
Il y a plusieurs types de tests plus ou moins faciles à mettre en oeuvre. Dans tout les cas cette mesure est délicate.
On peut utiliser un interféromètre de bath par exemple pour déterminer les deux axes (orthogonaux ) du miroirs qui correspondent au rayon court Rcourt et au rayon long Rlong de la surface.
On peut déterminer ces axes également en observant au foyer l'image d'une étoile artificielle. L'image dé focalisée n'est pas ronde mais elliptique. La difficulté est qu'une partie de l'astigmatisme peut provenir du support qui maintient le miroir en position vertical. Lorsque l'on observe la tache focale autour du meilleur foyer l'ellipse est verticale avec l'oculaire en position intra focale, elle devient circulaire en sortant l'oculaire puis l'ellipse tourne et devient horizontale lorsque l'oculaire est en position extra focale. Cf figure ci dessous
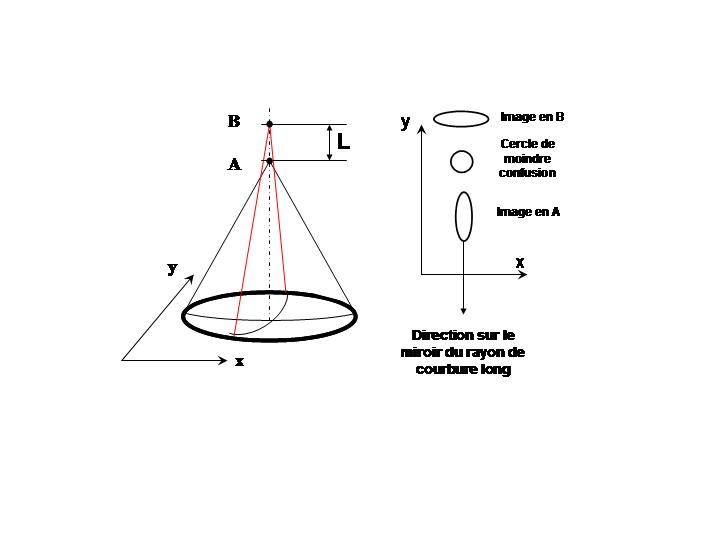
Sur la figure ci dessus le grand rayon de courbure est suivant Y
En intra focale (oculaire rentré par rapport au foyer) le grand axe de l'ellipse est dirigé suivant le rayon long , en extra focale le grand axe de l'ellipse est dirigé suivant le rayon court . Pour déterminer cet axe, on se place en extra focale et on tourne le miroir suivant sont axe de symétrie. On cherche à maximiser la taille du grand axe de l'ellipse et à le rendre horizontal. Dans cette position ( rayon court horizontal) la flexion éventuelle du miroir en position vertical (astigmatisme de pliure) ne joue pas sur cet axe. L'axe court est toujours parallèle à l'axe de l'ellipse quelque soit l'orientation du miroir. Une fois cet axe déterminé on mesure la longueur L de l'astigmatisme qui fait passer d'une ellipse verticale à horizontale
on a ε=1/8 L (D/R)^2
ou ε représente la différence sur l'onde des flèches des deux axes de la surface. D est le diamètre du miroir et R son rayon de courbure. Cette formule est valable si la source est fixe et l'oculaire est mobile.
Si ε < λ/6.5 l'astigmatisme est négligeable au delà de ε>λ/4 il faut corriger l'astigmatisme
Correction de l'astigmatisme
le miroir a deux rayon de courbures Rcourt et Rlong qui ont été déterminés au moyen des contrôles. Si l'astigmatisme n'est pas trop important (<λ/2)on peut le corriger avec l'outil pleine taille
On place le miroir en dessous et on travaille avec l'outil dessus (TOT) avec des courses suivant l'axe court sans tourner l'outil ni le miroir. Ces courses ont tendance à rallonger le rayon court. On peut placer également une cale étroite 30mm (en tissu) suivant l'axe court sous le miroir pour que le miroir s'affaisse suivant l'axe long et que ces mêmes courses creusent le centre du miroir suivant l'axe long.
On peut travailler également avec le miroir dessus (MOT) dans ce cas on fait des courses suivant l'axe long (toujours sans tourner le miroir ni l'outil) pour creuser le centre.
On vérifie périodiquement que l'astigmatisme diminue .
On termine le travail en régularisant la surface avec des courses 1/3D classique et avec le miroir dessus (MOT) pour ne pas recréer d'astigmatisme.
On se reportera au livre de JM Lecleire [37] pour l'utilisation de petits outils (1/3D) pour faire cette correction si l'astigmatisme est supérieur à λ/2.
3) Correction de la forme
Comme indiqué précédemment il est bon de paraboliser un miroir ne présentant pas de défauts importants par rapport à la sphère. Les méthodes de retouches sont résumées figure 12 [3].
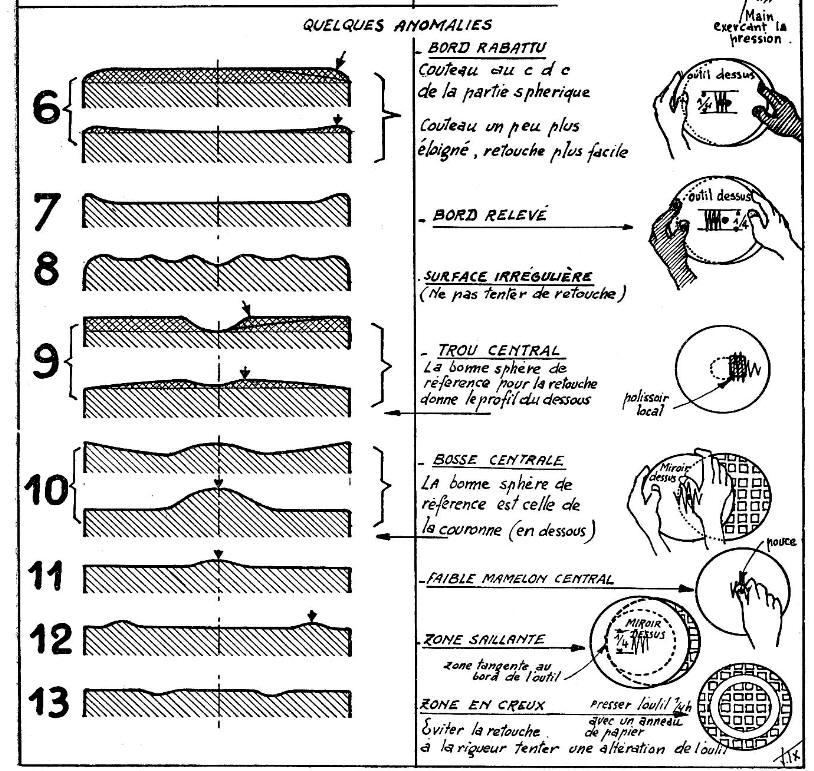
Figure 12 (extraite de Texereau[3])
La Méthode Classique de parabolisation
On lira les explications de cette méthode dans le Texereau par exemple [3] dont la figure 14 ci dessous en est extraite.
On utilise l'outil pleine taille (100%) si le miroir est très déformé on peut tailler les carrés de poix en fuseau cf figure 13
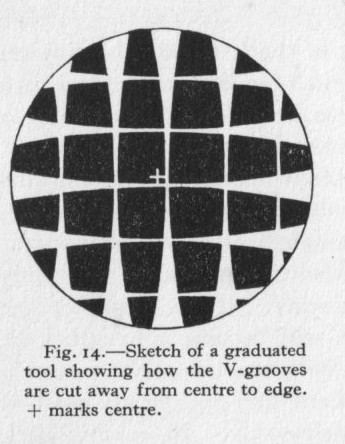
Figure 13 (https://www.bbastrodesigns.com/JoyOfMirrorMaking/Parabolizing.html#PMCaustic)
On travail miroir dessus avec des courses très excentrées et très longues 4/5D figure 14 I. On tourne régulièrement le miroir (après chaque schéma complet des courses et déports par exemple). On tourne également autour de l'outil.
On applique une légère pression au centre du miroir
En fait, compte tenu des courses effectuées, l'outil déprime essentiellement le centre du miroir tout en produisant une forme globalement parabolique.
Comme on travail miroir dessus et qu'il est tourné régulièrement on ne crée pas d'astigmatisme. L'utilisation de l'outil pleine taille fait que l'on conserve la douceur de la surface.
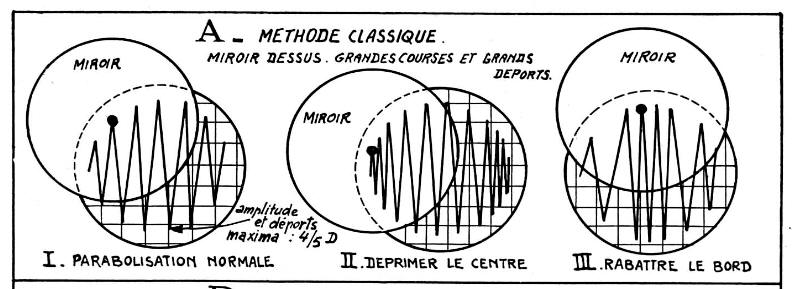
Figure 14 [3]
On commence par faire une session d'une dizaine de minutes pour voir comment la déformation progresse. On s'attache à suivre la déformation globale du miroir représenté par l'écart entre la première et le dernière zone du masque de Couder.
La surface en cours de travail a une aberration longitudinale que l'on peut représenter par bh2/R on veut à la fin obtenir b=-1 ( parabole )
On a approximativement b = (Tn-T1)/(h12/R-hn2/R) ou T1 et Tn sont les tirages de la première et dernière zone obtenus à l'appareil de Foucault et h12/R hn2/R sont les tirages théoriques de ces zones.
Sinon on réalise un bulletin de contrôle complet en utilisant la feuille Excel suivante et on recherche la valeur de b pour avoir le plus faible écart PV (peak to valley).
Un exemple d'évolution de b pour un miroir de 300mm ouvert à 4 pendant sa déformation avec la méthode standard est donné figure 15 ci dessous
Figure 15
La période ou b=-1 de cette courbe corresponds aux séances d'amélioration de la forme tout en conservant la déformation globale. Cette évolution est beaucoup plus rapide pour un miroir moins ouvert. Lorsque la déformation totale est de l'ordre de 0.8 à 0.9 on se préoccupe de la forme globale du miroir en retouchant éventuellement la surface avant d'augmenter sa déformation.
Si on a trop déformé la surface b<-1 il faut revenir en arrière.
La zone haute est la zone 0.7 (h=0.7 r), c'est sur cette zone qu'il faut concentrer l'action du polissoir figure 16-5.
Le miroir étant dessous, la méthode décrite par Texereau consiste à exercer une surpression sur le bord de l'outil qui en moyenne travaille sur la zone 0.7. L'outil est déporté pour être tangent à la zone 0.7 du miroir. Les courses qui font 1/4D sont décalées de part et d'autre de la zone 0.7 pour étaler l'effet de la retouche qui se compte en nombre de tours complets autour du miroir. La pression peut être réalisées avec la main ou avec un poids disposé sur le bord de l'outil.
Cette méthode par surpression avec le bord de l'outil tangent à une zone haute, peut être utilisée pour corriger toute zone haute de la surface notamment lors de la mise en forme finale de la parabole.
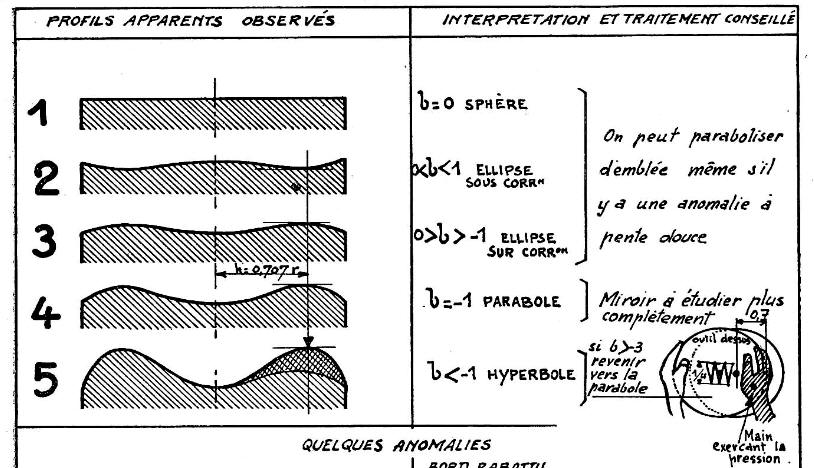
Figure 16
Une deuxième méthode pour réduire une hyperbole consiste à faire des courses en forme de 8, le disque supérieur étant tangent avec la zone 0.7 du miroir figure 17
Figure 17
Le problème de la méthode classique est d'obtenir une déformation suffisante si le miroir est très ouvert. Pour un 300mm F/4 ou 400mm F4.5 c'est encore utilisable. Après il faut envisager une autre méthode (voir plus loin)
On peut utiliser un petit outil diamètre 0.5D ou 0.4D figure 18 "pour perfectionner une forme obtenue avec un grand outil, néanmoins il faut craindre le mamelonnage et les filandres et cirer le polissoir (Texereau)".
Comme le miroir est dessous il faut faire attention à l'astigmatisme et tourner régulièrement le miroir sur le poste de travail.
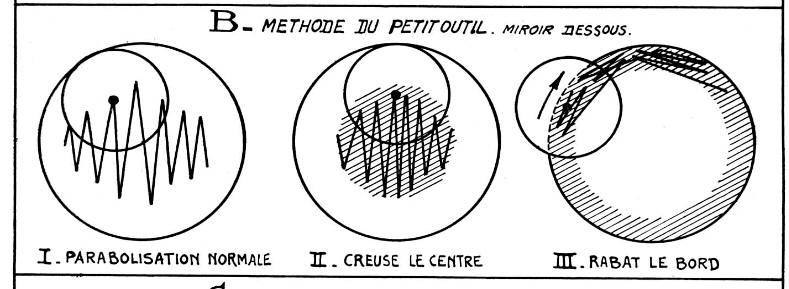
Figure 18 [3]
Variantes: courses pour améliorer la parabole
La course en W figure 18-1 suppose un déplacement
latéral constant et linéaire, orthogonale à la direction des courses.
On peut varier la vitesse de ce déplacement latéral afin de concentrer un
certain nombre de courses dans une zone de la surface du miroir. Cette
augmentation de la vitesse de déplacement devra être symétrique par rapport au centre de
l'outil, nous aurons une vitesse croissante à partir du bord vers le centre du
miroir et vice-versa à partir du centre vers le bord opposé à celui de départ
cas II et III de la figure 14 ci dessus.
On utilise ces courses pour améliorer la forme globale de la parabole en fonction des mesures obtenues cf figure 19
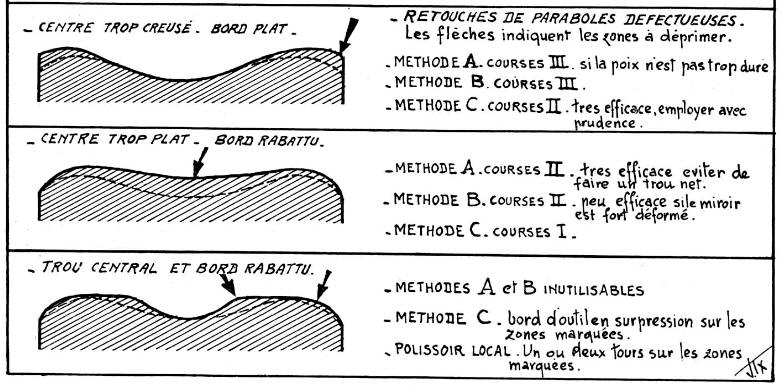
Figure 19 correction des paraboles imparfaites
La méthode de parabolisation par le centre avec de petits outils
Cette méthode
utilise de
petits outils
et nécessite l'utilisation d'un plateau
tournant. Le miroir est dessous et il
faut donc faire attention à l'astigmatisme. Le
problème de ces petits outils est qu’ils favorisent la rugosité de la surface et
favorisent l'apparition de zones. Imaginez que
vous couliez une dalle de béton. Que se passe-t-il lorsque vous utilisez une
petite spatule ou une truelle? Peu importe vos efforts, la surface ne sera pas
aussi lisse d'un bord à l'autre que celle obtenue avec une grande spatule ou une
large truelle. Une surface travaillée avec des outils de petit diamètre
nécessite donc un lissage avec un outil de taille normale. Mais le lissage change la forme
de la figure!
Les problèmes zonaux apparaissent dans les miroirs de 30 cm et plus, car ces
miroirs plus grands sont souvent travaillés avec des outils de petit diamètre.
Les premiers maîtres (Ritchey) utilisaient de très grands outils pour générer
des surfaces plus lisses. Enfin, les outils de petit diamètre présentent un
autre inconvénient. Un outil parabolisant 1/3 du diamètre du miroir fonctionne à
1/9 de la vitesse d'un outil de taille normale et encore plus lentement par
rapport à un outil surdimensionné. Cette méthode de parabolisation par le centre est à utiliser
pour les miroir ayant F/D<4
On peut indiquer les principaux
cas dans lesquels l'utilisation d'un petit outil est intéressante :
_ traitement de grands diamètres (plus de 50 cm.)
_ configurations optiques à grande ouverture focale (f2-f4)
_ courbures hyperboliques ou elliptiques
_ petites interventions de correction zonale sur la surface
optique.
Voyons d'abord le fonctionnement
général d'un petit outil :
Quel que soit le diamètre
d'un petit outil, l'usinage avec des courses longitudinales tangentielles génère
une couronne circulaire,
une zone de dépression dont l'extension est légèrement inférieure au diamètre de
l'outil, alors que les courses radiales sont généralement peu efficaces.
Le diamètre de l'outil ne change pas le résultat du traitement mais seulement
l'extension de la zone traitée.
L'application de la pression est très efficace car le poids est concentré sur
une petite partie de la surface du miroir donc, bien qu'en général l'abrasion et
la régularisation de la surface totale nécessitent beaucoup plus de temps avec
un petits diamètre. Des zones se produisent très vite, autrement dit, pour
creuser un véritable "gouffre" concentré dans une zone du miroir, il
suffit d'un peu... d'inattention !
Pour éviter les problèmes de non
révolution il faut utiliser un
plateau tournant
Une "pression localisée" , c'est-à-dire l'application d'un poids sur l'outil en
un point qui n'est pas nécessairement le point central, permet de diriger avec
une grande précision la plus grande intensité de l'excavation, exactement là où
l'on veut qu'elle aille.
Il faut absolument régulariser la surface avec un outil de plus grande taille.
La course est une courses tangentielle à la zone traité avec le miroir tournant et l'outil est tourné régulièrement dans la main, toute les 5 à 10 courses environ, dans le sens opposé à la rotation du miroir. L'extension de la course est un segment AB (figure 21)
Pour faciliter la compréhension
de l'usure produite par l'outil, examinons d'abord un cas particulier qui nous
aidera plus tard à étendre les résultats obtenus sous une forme générale.
En référence à la figure 20, supposons que l'on réduise le mouvement de
va-et-vient AB de la course tangentielle au minimum, ce qui peut également être
réalisé en faisant simplement tourner l'outil au-dessus du miroir de plus ; on
considère la pression toujours située au centre.
Cette simplification dans laquelle la droite T devient tangente à la
circonférence C et A=B, nous ramène au cas examiné sur les aspects généraux
concernant l'excavation avec un outil de "sous-diamètre"
on générera une couronne
circulaire avec une dépression au centre. L'enlèvement de matière
est maximum le long de la circonférence passant par le centre de l'outil.
le long de la circonférence et pour une
considération évidente sur la continuité de la figure générée, nous aurons :
_la zone externe à cette circonférence augmentera sa courbure, tandis que
_la zone interne la diminuera
,
_La circonférence C passant par le centre de l'outil gardera sa courbure
inchangée.
_l'extension globale de la zone corrigée est égale à l'extension de l'outil de sous-diamètre (dans le cas A,B=0)
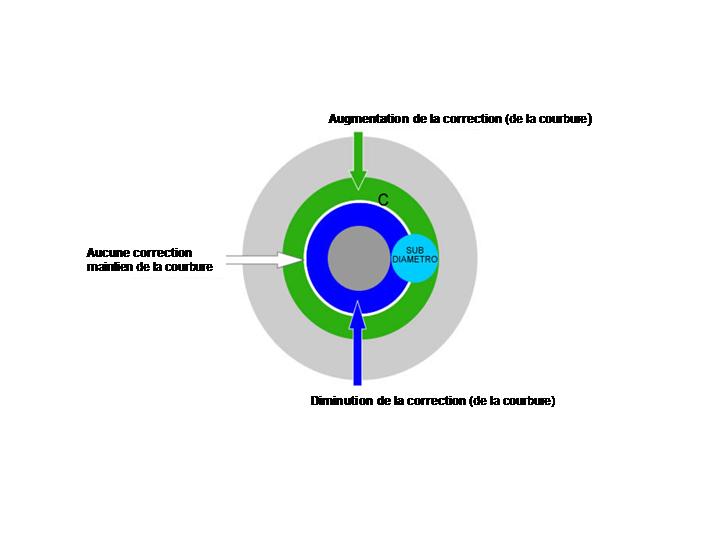
Figure 20
Si l'on introduit l'amplitude du mouvement de « va-et-vient », nous obtenons que le centre de l'outil intercepte la circonférence C en deux points A et B , tandis que nous appellerons le milieu de AB M figure 21.
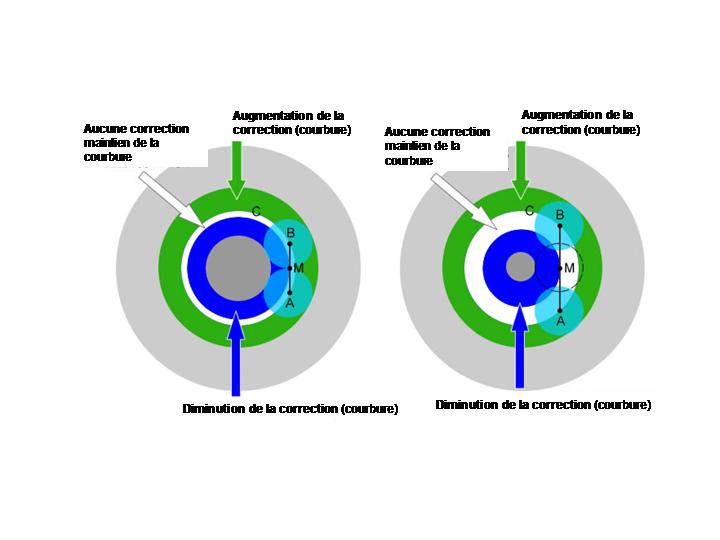
Figure 21
En prolongeant le raisonnement
fait quand les points A et B coïncidents , il résultera que le centre de
l'outil, zone dans laquelle l'excavation a la plus grande efficacité, ne sera
plus juste un cercle mais un secteur circulaire, la limite extérieure de
ce secteur est identifiée par la rotation de l'extérieur entre les points A et B
(s'ils sont symétriques, les circonférences coïncident), tandis que la limite
interne est déterminée par la rotation du point M.
La conséquence de cette variation est une plus grande surface dans laquelle le
traitement maintient la courbure originale (zone blanche figure 21), tandis que
les zones sur et sous corrigées subissent un décalage et une diminution de leur
surface du fait de cette extension.
Le maintien de la courbure dans la zone blanche n'est cependant qu'un effet
"temporaire", valable dans le cas de sessions raisonnablement courtes, avec
l'augmentation du temps de traitement sur un même secteur la tendance est à
"niveler" la zone intermédiaire.
On peut dire que plus on s'éloigne de la tangente à la circonférence de
référence, ou en d'autres termes, plus on allonge les couses, plus on a tendance
à générer un secteur sphérique entre les zones soumises à correction.
Essayons d'illustrer ces principes dans le cas de la parabolisation par le centre
La méthode est décrite dans https://www.grattavetro.it/?lang=fr
On commence par réaliser 3 outils (S1, S2, S3) de diamètre 0.3D, 0.45D, 0.2D on réalise ces outils avec des carrés de poix que l'on taille en étoile cf figure ci dessous ou en fuseau au bord (figure 13) pour raccorder plus facilement la zone travaillée au reste de la surface. L'étoile peut être obtenue par pressage d'une forme taillée dans une feuille de plastique.
Presque tout le traitement
de la parabolisation évite l'approfondissement d'une zone unique jusqu'aux valeurs de conception,
en faveur d'un approfondissement général de toutes les zones. On va donc essayer de
maintenir la déformation provisoire le plus près possible d'une conique (avec
0>b>-1), de manière à pouvoir arriver à la fin avec une forme qui a déjà une bonne
régularité et la correction voulue.
La technique qui permet de travailler selon ce mode, et qui sera utilisée jusqu'a 90%
de la déformation, est le résultat combiné de l'action de deux techniques avec
les outils de petits diamètres S1 et S2 avec lequel nous allons travailler la
surface d'une manière alternée au cours d'une même session, comme décrit sur les
figures 22a et 20b.
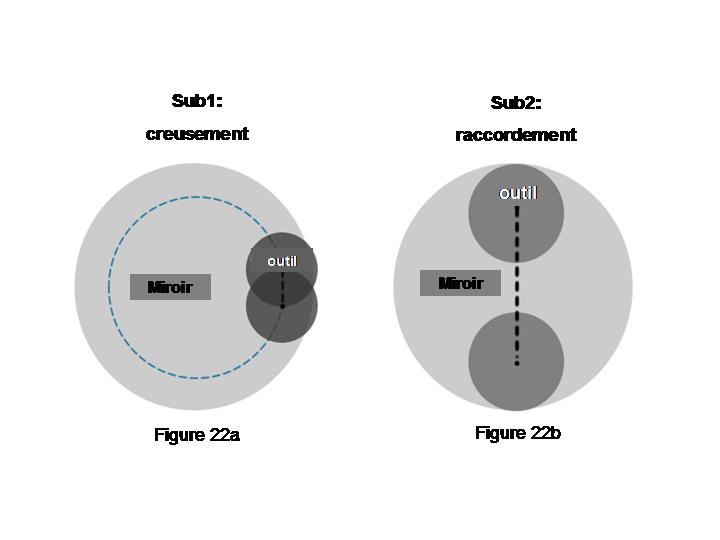
Figure 22
On peut dire que:
la SUB1 augmente la profondeur des zones extérieures au moyen de la course
tangentielle, avec un outil dont le diamètre est de 30% du diamètre du miroir.
la SUB2 à l'aide d'un outil entre 40 et 50% du diamètre et avec des courses
centrales, raccorde la zone nouvellement générée en approfondissent les zones
centrales et intermédiaires.
Une bonne partie du travail se
fera avec l'utilisation des deux techniques combinées creusement et raccord.
Seulement dans la dernière phase, lorsque les corrections nécessaires seront de
l'ordre de quelques centaines de nanomètres et les tests seront effectués
précisément, nous utiliserons une méthode qui permet de travailler des zones
individuellement pour atteindre la parabole finale.
Notre principale référence sera la valeur de la constante conique b, qui nous
permettra de comparer l'analyse de notre surface avec celle d'un logiciel de
simulation, pour chaque valeur de b entre 0 et -1.
Le but de cette méthode est que la surface s'écarte le moins possible de la
référence conique tout au long du travail, résultat obtenu en ajoutant à chaque
augmentation de la courbure de la périphérie la profondeur correspondante des
zones centrales.
Jusqu'a b=-0.7 on peut utiliser un test de Foucault sommaire avec un masque à 3 zones après on utilise un masque avec 5 ou 7 zones jusqu'à b=-0.9.
Je conseille fortement d'utiliser le logiciel VCS qui permet un test de Foucault précis et impersonnel.
Planification des travaux
| Constante conique: | b>-0.7 | -0.7>b>-0.9 | -0.9>b=-1 |
| nombre de zones du masque | 3 | 5 à 7 | 7à 9 |
| méthode de travail | Sub1+Sub2 | Sub1+Sub2 | Sub3 |
| test | ronchi ou foucault | foucault | foucault+caustique |
Une bonne partie du travail se
fera avec l'utilisation des deux techniques Sub1 et Sub2 combinées creusement et
raccord, seulement lors de la dernière phase, lorsque les corrections nécessaires
seront de l'ordre de quelques centaines de nanomètres et des tests seront
effectués avec précision, nous pouvons utiliser la méthode sub3, à ce
moment-là, nous devons nécessairement travailler des zones individuellement pour atteindre la parabole
finale.
Notre principale référence sera la valeur de la constante conique réalisée, qui
nous permettra de comparer l'analyse de notre surface avec celle d'un logiciel
de simulation, pour chaque valeur de b entre 0 et -1.
Le but de cette méthode est en fait que la surface ne s'écarte pas de la
référence conique tout au long du travail, le résultat sera obtenu en ajoutant
à chaque augmentation de la courbure de la périphérie la profondeur
correspondante des zones centrales.
Démarrage
Après avoir obtenue un miroir
bien sphérique, et après avoir préparé les 3 outils nécessaires (sous diamètre),
Nous commençons à approfondir la surface:
1) avec Sub1 positionné comme sur la figure 22a ( pour un miroir 300 mm, le
dépassement du bord de l'outil ne doit pas excéder 5-6 mm sur le le bord du
miroir ) Nous effectuons des courses courtes avec une légère pression au
centre, et une rotation constante autour du miroir (plateau tournant). On
fait tourner l'outil dans le sens opposé à la rotation du miroir toutes les
5-10 courses.
A la fin de la session avec le SUB1, Nous changeons l'outil en le positionnant
comme indiqué sur la figure 22b et exécutons avec le SUB2 des courses centrale
jusqu'au bord du miroir ( ne jamais aller au-delà ) toujours avec une légère
pression au centre, une rotation lente autour de la table et en tournant
l'outil dans le sens opposé toutes les 5-10 courses.
Au début, les temps de travail
pour la SUB1 et SUB2 peuvent être similaires. Procéder à l'approfondissement de la
zone périphérique avec SUB1, le temps de travail avec SUB2 augmenteront
progressivement et peuvent atteindre des valeurs élevées de 5-6 fois
le temps de Sub1.
Cette procédure simple, avec un peu de chance, peut être suffisante pour nous
amener assez proche de la parabole finale avec une bonne correction et une bonne
régularité de la surface, si nous avons testé souvent et réalisés “des
ajustements ciblés” chaque fois que la surface présente un écart par
rapport à la surface conique provisoire. Voyons comment:
Ajustements Ciblés
Étant donné que les contrôles sont référencés au bord, dans la première phase, nous aurons juste à déterminer si nous travaillons suffisamment ( ou trop peu ) avec SUB2
Il nous faut d'abord déterminer la valeur de b. Pour se faire on mesure le miroir à l'appareil de Foucault en faisant une mesure en partant de la zone centrale et une en revenant vers le centre. On utilise la moyenne de ces 2 mesures. On établi le bulletin de contrôle avec les 3 zones et on détermine la constante b au moyen de la zone externe
Si le reste de la surface suit un
modèle similaire à celui de la simulation on peut se considérer chanceux ( Nous
avons la relation exacte entre les sessions avec SUB1 et SUB2 ) et on peut continuer à
approfondir jusqu'à la prochaine étape d'évaluation, sinon on se trouvera dans
un des cas suivants:
-par rapport à la périphérie, le reste de la surface est peu profonde:
il faut poursuivre pendant quelques séances seulement avec SUB2
-par rapport à la périphérie, le reste de la surface est trop profonde: Nous
continuons pendant quelques séances seulement avec SUB1
Ce sont les cas les plus
immédiats qui nous donnent une indication de la façon dont nous devrons
intensifier ou diminuer l'usinage avec le SUB2
Notre objectif est de travailler avec le maintien de la forme aussi proche que
possible de celui de référence. Bien qu'étant toujours “agresif” avec les
valeurs de la constante conique. Donc nous commencerons à réaliser les
évaluations sur trois domaines: périphérie, médiane et centrale.
Ces trois domaines seront suffisants pour atteindre l'objectif au moins jusqu'à
une constante conique b =-0.7 , au-delà de cette valeur, nous devrons augmenter
le nombre de zones de mesures.
En ce qui concerne les trois domaines mentionnés, nous commencerons à réaliser
les évaluations pour identifier les défauts, en supposant comme toujours, que la
valeur de la conique b de la référence ( qui nous montre où nous en sommes
dans le processus de construction ) est obtenue par l'évaluation de la zone
périphérique.
Avec ces hypothèses les défauts et les interventions qui peuvent être adoptées
sont décrites dans le tableau suivant:
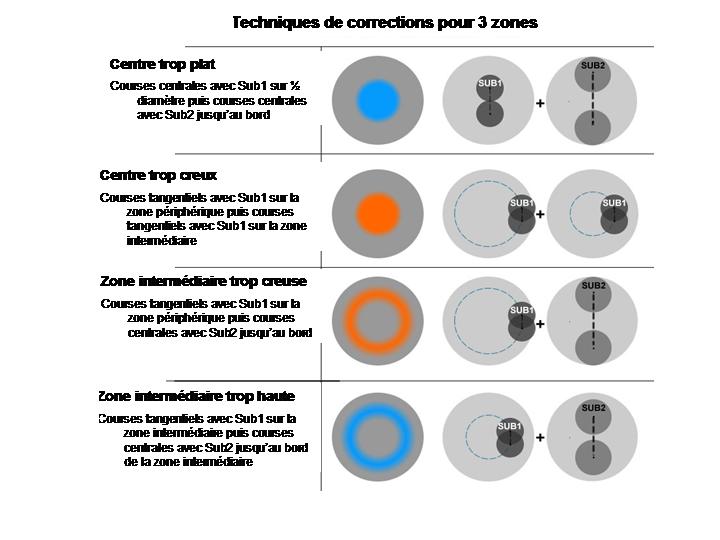
Il faut remarquer que toutes les actions correctives décrites augmentent la profondeur, par conséquent, elles peuvent être utilisés que dans la phase initiale et intermédiaire, jusqu'à ce que notre forme provisoire conserve une réserve de matière pour être complète sans dépasser les valeurs de conception finale. Pour cette raison, lorsque b atteint 90% ( ou 95%, si nous avons été bons et chanceux ) nous devrons abandonner cette méthode et intervenir directement sur les zones individuelles. Nous avons généré une déformation très proche de la valeur finale sans erreurs zonales, rugosités, fosses ou bosses, tous les défauts faciles à obtenir en utilisant exclusivement de petits outils pendant des périodes prolongées.
Une fois à 70% du travail ou, si vous
préférez, la constante conique (estimé) de b =-0.7, il est nécessaire de
commencer à effectuer des évaluations plus quantitatives qui nous donnent la
mesure des valeurs obtenues dans la construction de la parabole. Pour ce faire,
nous utiliserons le test de Foucault avec masque Couder et un nombre plus élevé
de zones (5-7), sachant déjà que ce test ne peut cependant, accompagner sans
précautions jusqu'à
la fin de l'usinage, mais il nous permettra d'être plus proche de ce que sera la
parabole finale.
les raisons pour lesquelles le test de Foucault a des difficultés pour retourner
une analyse suffisamment correct pour des miroirs dont le F/D<4 tient dans le
fait que pour les zones externes la focalisation de la zone ne se fait pas sur
l'axe. Pour les contrôles finaux on pourra utilisera une méthode plus précise comme
l'interférométrie.
Nous sommes prêts à effectuer la dernière
étape avant l'approfondissement de la phase finale de “tweaks”: notre objectif
est d'atteindre ou de légèrement dépasser la valeur de la constante
conique b =-0,9 en utilisant le test de Foucault, en considérant ( à ce
stade ) que notre dernière parabole est exactement celle qui correspond à la
valeur de b =-0,9.
Certains textes faisant autorité suggèrent de continuer à utiliser le test
Foucault jusqu'à la dernière parabole ( b = -1) et de réaliser une correction
jusqu'a lambda / 4 avant de passer au test de la Caustique par exemple. Avec la méthode
décrite, il a été
décidé de restreindre l'utilisation du test de Foucault visuel aux valeurs
indiquées car l'ampleur des erreurs et l'évaluation de la surface dépend de la
compétence et de l'expérience de l'opérateur. Cette erreur peut facilement
conduire à une correction beaucoup plus importante que lambda / 4, avec le
risque de se retrouver avec une surface, au moment de l'évaluation finale (avec
le test le plus fiable et objectif), dont la
déformation aura déjà franchi la valeur b=-1. À ce moment-là, il serait
nécessaire de “revenir en arrière ” et de commencer à travailler le bord , Ce
qui éliminerait à la toute fin l' hypothèse de départ (parabolisation par le
centre) qui nous a fourni jusqu'à
présent un bord correct. L'utilisation du programme VCS (https://www.observatory-solutions.com/vcs.html
) avec suffisamment de zones permet d'utiliser le test de Foucault de façon impersonnel
et de mesurer correctement des paraboles plus déformées que F/D =4.
Nous commençons donc par approfondir la périphérie selon les procédures
habituelles SUB1 + SUB2, avec la variante à partir de maintenant, avec des
sessions SUB1 et SUB2 qui seront en nombre égal.
Nous continuerons les séances jusqu'à amener
les zones les plus extérieures à l'intérieur de la courbe de tolérance (avec
SUB1) sans renoncer à un petit approfondissement central supplémentaire et en
maintenant la courbe avec une bonne connexion entre les différentes zones (avec
SUB2)
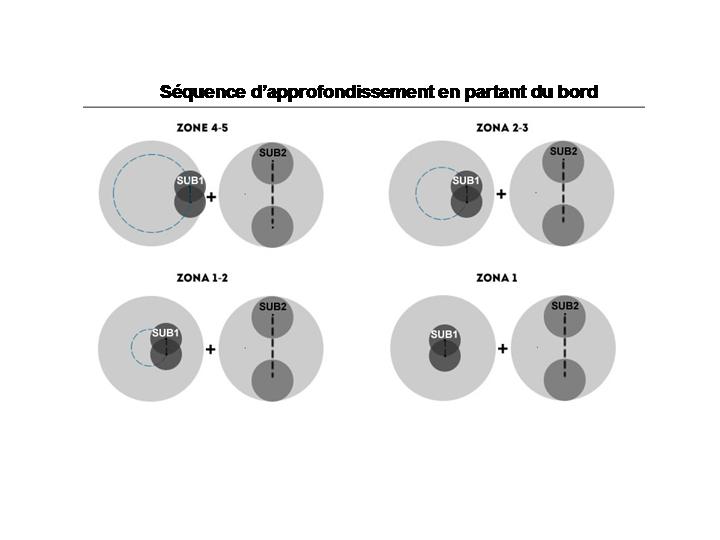
Lorsque la profondeur requise pour la périphérie sera atteinte, nous déplacerons
la trajectoire du SUB1 sur les zones suivantes à approfondir, en laissant la
séance de lissage centrale avec le SUB2 inchangée jusqu'à ce que ce secteur soit
également mis dans les tolérances.
La même procédure sera ensuite répétée successivement jusqu’à atteindre la zone
la plus interne
 pour les miroirs paraboliques avec F<4 Ils
pour les miroirs paraboliques avec F<4 Ils
Nous devrons décider où
positionner exactement le SUB1 après chaque analyse zonale en examinant le
graphique de Milles Lacroix (ML).
Il est important de rappeler le petit "truc" pour pouvoir visualiser immédiatement à quel point sont "hautes"
les zones restantes, on commence donc par ajuster la courbe des mesures pour que
la zone la plus externe (que nous supposons correct.) rentre dans la tolérance des
courbes enveloppes .
Il est bon de garder à l'esprit
que :
Compte tenu de l'extension du SUB1, nous ne pourrons pas travailler une zone
individuellement
Dans ce cas également, les règles générales relatives à l'augmentation de la
courbure avec les sous diamètres s'appliquent.
Les techniques de correction zonale décrites dans le cas de 3 zones restent
applicables .
A la fin de la séquence approfondie, si on a rapproché toutes les zones dans la
trompette de tolérance, on se retrouvera avec une conique légèrement sous
corrigée par rapport à la parabole finale, et qui a conservé sa régularité et
son homogénéité superficielle, prête à être finalisé avec quelques ajustements
avec le petit outil (SUB3) .
Cette méthode est relativement longue (car les outils sont de petite taille), on pourra démarrer la parabolisation avec la méthode classique (en surveillant l'apparition d'un bord rabattu) jusqu'a ce que l'on n'arrive plus à déformer la surface, puis on passera à cette technique
La méthode de parabolisation par perturbation de la surface de l'outil
Une surface de miroir lisse ainsi que des paraboles profondes peuvent être obtenues avec des polissoirs pleine taille ou surdimensionnés en faisant varier la zone de contact du polissoir avec le miroir.
Les courses restent simples et constantes. Puisque la poix est une source de variabilité due à la dureté, à l'épaisseur et à la température, cette approche contraint toutes les variables dans le polissoir. Cette technique peu utilisée aujourd’hui était populaire dans le passé. Brashear [ biblio\optique\Brashear.pdf ] écrit : « Après six années de travail, j'ai abandonné à contrecœur la direction d'une machine construite de manière à donner un mouvement complexe au polissoir... J'ai été amené à cette conclusion : que, étant donné une forme appropriée du polissoir, des surfaces de la plus haute excellence peuvent être produites; soit à la main, soit à la machine, et que les simples mouvements de rotation et de vas et viens suffisent à donner à l'outil de polissage. Mel Bartels [https://www.bbastrodesigns.com/ ] utilise cette méthode pour ses ménisques minces.
Le principe est simple on réalise un polissoir dont la surface en contacte est proportionnelle au verre à enlever.
Le plus simple est d'utiliser un plateau tournant (2 à 4 tours minutes) et de positionner le miroir sur l'outil en poix (MOT) pour éviter l'astigmatisme. On vas utiliser un outil pour réaliser une parabolisation par le centre.
Calcul de la forme de l'outil
On veut réaliser un outil permettant de satisfaire l'équation (3) que l'on réécrit sous la forme Δb(α)= θo (α2-1)2 ou α=y/hm varie entre 0 et 1. En utilisant loi de Preston l'abrasion est proportionnelle à la surface en contact entre l'outil et le miroir. On considère dans un premier temps un outil en rotation par rapport au miroir.
La loi d'usure de Preston-Achart exprime le volume abrasé V par V=KP/H L ou
P est la force normale, H la dureté du matériaux et L la longueur de glissement
pour un outil en rotation par rapport au miroir L=rωt ou ω est la vitesse angulaire et r est la distance d 'un point de la surface par rapport à l'axe
le volume abrasé à la distance r de l'axe est 2pi r dz on a donc rdz=Arωdt sur le cercle de coordonné r l'usure est donc proportionnelle à la surface s(r) en contact soit
dz/dt = A s(r)
Pour une usure par le centre on a θ=θo (α2-1)2 les coordonnées x,y d'un point du profil s'écrivent x= αD/2 cos(θ), y=αD/2 sin(θ) ou D est le diamètre du miroir
On choisi θo=Pi/N ou N est le nombre de pétales de l'outil (N=3 à 7) figure 23 . Le fichier pour tracer cet outil se trouve ici. On génère plutôt un outil avec un nombre impair de pétales pour casser la symétrie et éviter la formation de zones.
Figure 23: Forme du polissoir sous forme de pétales pour N=3,4,5,7 permettant de paraboliser une sphère
Si on rajoute le mouvement de vas et vient du polissoir à la rotation, on calcule la valeur moyenne sur une oscillation du pétale et l'on trouve que la forme ne change pratiquement pas
pour des courses 1/4 à 1/5 D. On se contente dans un premier temps de réaliser l'outil décrit ci dessus. Si en cours de travail on génère un défaut on corrigera la forme du polissoir à la demande en diminuant la surface du polissoir là ou la surface est trop creusée.
Une façon commode de réaliser le polissoir est de tracer le complémentaire du masque sur une feuille de plastique mince ou du papier et de le presser sur l'outil pleine taille ayant servi à polir le miroir.
Ceci permet de modifier le polissoir rapidement sans perdre le polissoir complet.
Méthode par déformation thermique
A Couder a remarqué qu'il était possible de corriger l'aberration sphérique (sur correction) d'un miroir en cours de refroidissement durant la nuit en lui chauffant le dos au moyen d'un anneau [ici]. Il en a déduit une méthode de taille des miroirs parabolique [la] qui consiste à déformer thermiquement un miroir sphérique, le miroir chauffé est poli sphérique avec l'outil pleine taille et après suppression du chauffage on obtient la parabole. Cette méthode est complémentaire de la méthode de taille sous déformation mécanique qui n'est pas réalisable pour les miroir épais ni facilement mise en oeuvre pour les paraboles. Le miroir de 1.2m de l'observatoire de Saint Michel de Provence a été taillé de cette façon. Cette technique n'est pas utilisable pour des miroirs en zerodur (voir en quartz) dont la dilatation est nulle .
Le chauffage est réalisé au moyen d'un fil résistif maintenue au dos du miroir, la zone chauffée A en bordure du miroir (pour le miroir de 1.2m) est représentée ci dessous :
Dimension de l'anneau chauffant le dos du miroir (en bleu) pour le miroir de 1.2m de Saint Michel de Provence
Cette zone chauffante ainsi que la puissance de chauffe nécessaire est déterminée au moyen du test de Foucault. On cherche a obtenir une déformation inverse (b=1) de celle de la parabole. Le fil résistif est bobiné en spirale au dos du miroir et tenu au moyen d'adhésif genre capton. On rajoutera une couche isolante (polystyrène) sur la résistance au dos du miroir.
Pour le Télescope de 1.2m, une résistance B supplémentaire est ajouté sur la tranche du miroir au milieu de l'épaisseur du miroir. Les puissances de chauffe sont de 28.7W pour A et 12W pour B . Le temps de mise à l'équilibre thermique du miroir est proportionnel au carré de l'épaisseur du miroir (ici 1h pour 18cm d'épaisseur) pour un miroir d'amateur de 4cm l'équilibre est atteint en 3 à 5 minutes.
© Jean DIJON : Tous les documents présents sur ce site sont protégés par les
lois sur les droits d'auteur.
La reproduction et la diffusion de ces documents sont interdites sans le
consentement de l'auteur.